RFID Label Production for Label Converters
Jun 02, 2026
Did you get a customer request for RFID labels? Is your company preparing to start to convert RFID smart labels, and now you need all the information on how to produce RFID smart labels? You are at the right place!
Smart labels are one of the most common RFID tag types, especially in retail business, but also in numerous applications in other industries. Increasing acceptance of RFID technology and the double-digit growth rate of inlay and tag volumes in the past years have made smart labels an attractive business segment not only for the established RFID companies, but also for the traditional label manufacturers.
The barrier for a label company to enter the RFID smart label business is very low as their core business comprises of printing and converting anyways – adding inlay insertion or inlay lamination to the converting process will increase the label manufacturer’s value-add and enable meeting the customers’ RFID and IoT requirements.
We gathered all you need to know when starting RFID label converting in one handy resource. In this page, we give you an introduction to basic concepts and how RFID works, walk you through the RFID label production processes, and give you insights on what you need to take into consideration when you prepare for the RFID label converting operation. Among the information you can find also useful links to explore.
Read more: RFID Smart Labels – A Strategic Growth Path for Traditional Label Converters
How RFID works
First, let´s look briefly at how RFID actually works.
RFID (Radio Frequency Identification) system consists of RFID tag, RFID reader and software to collect and manage data. The technology enables automatic identification of items and data transfer between RFID tag and reader. When the RFID tag is read with a reader, the reader emits a radio signal, which wakes up the tag to send its ID to the reader.
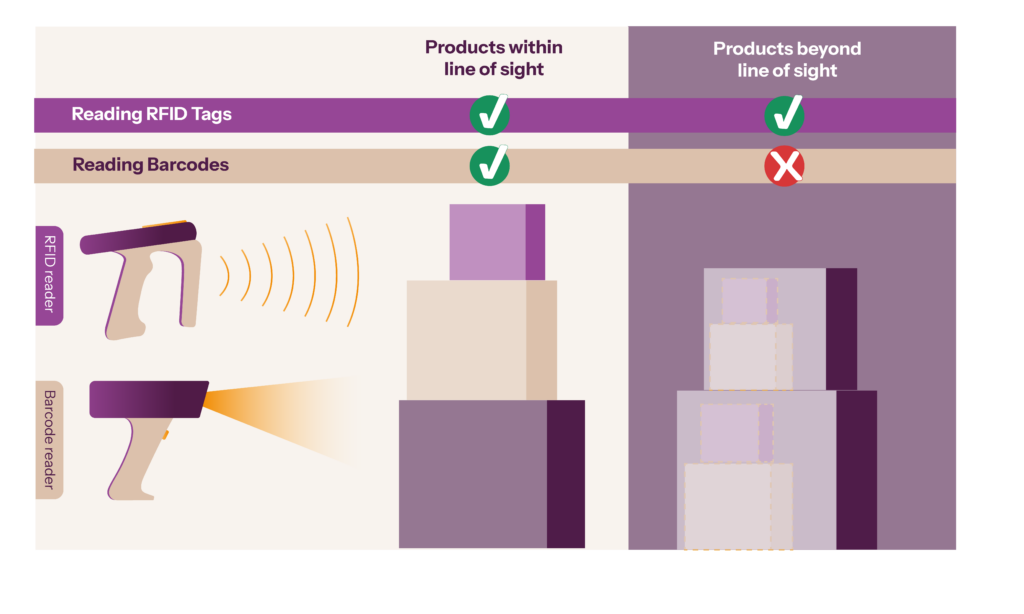
Unlike, for example, barcodes, with RFID many item tags can be read at once, without line of sight. It is also possible to read the tags inside a box or packaging. These are the reasons the technology is leveraged in, for example, retail and logistics or apparel, as RFID technology brings cost- and time-saving solutions which in turn make the whole operations more efficient.
Different types of RFID systems
RFID systems can be categorized based on operating frequency, power source, and application requirements. For label converters, understanding these distinctions is essential for providing the customer the most suitable product for their specific application and needs.
Ultra High Frequency (UHF) aka RAIN RFID
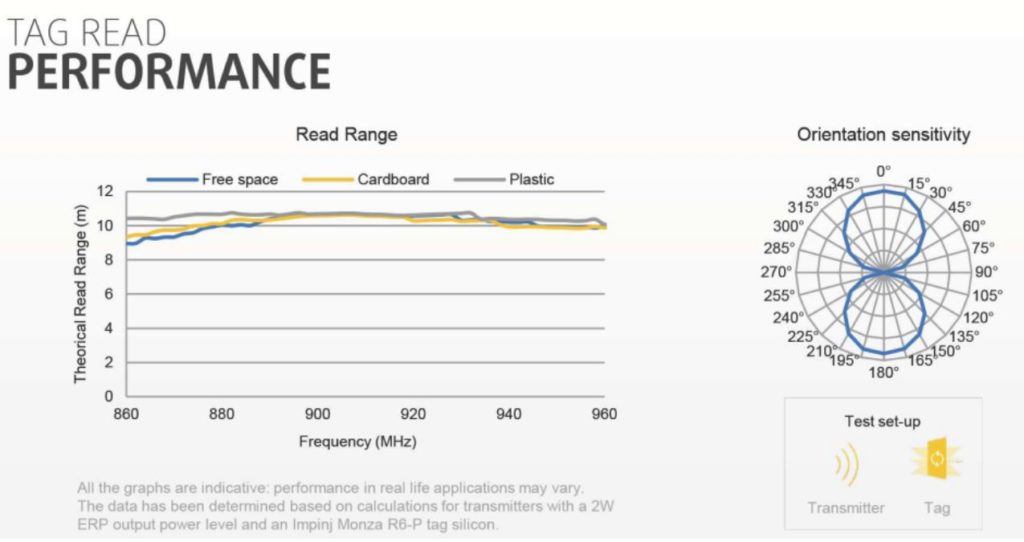
Label converters most often work with Ultra High Frequency (UHF) RFID, which operates in the 860–960 MHz band. UHF provides significantly longer read ranges than other RFID technologies—typically several meters and, in optimized systems, more than ten meters depending on antenna design, tag orientation, and regional regulatory limits. It also supports high data rates and strong anti-collision performance, enabling hundreds of tags to be read simultaneously.
RAIN RFID refers specifically to the global, standards-based ecosystem of passive UHF RFID technology. RAIN is based on the EPC Gen2 / ISO/IEC 18000-63 standard, which ensures compatibility between tags, readers, antennas, and software across different vendors and regions. The RAIN Alliance promotes this interoperability, making RAIN RFID a reliable choice for high-volume, multi-supplier deployments as it is optimized for high-volume, item-level identification at scale
In other words:
- UHF RFID describes the radio frequency band
- RAIN RFID describes the interoperable system built on that band
For label converters, this distinction matters because virtually all UHF RFID smart labels used in retail and logistics today are RAIN RFID–compliant. These features—long read range, fast multi-tag reading, and global standardization—make RAIN RFID the dominant technology for:
- Retail inventory management
- Logistics and supply chain tracking
- Item-level identification
- Industrial automation
High Frequency (HF) RFID and NFC
High Frequency (HF) RFID operates at 13.56 MHz and typically supports read ranges of up to one meter, though most applications operate at much shorter distances. HF offers moderate data rates and is commonly used in smart cards, ticketing systems, library tagging, and secure identification applications.
Near Field Communication (NFC)—used in smartphones for contactless payments, access control, and consumer engagement—is a subset of HF RFID. Compared to UHF / RAIN RFID, HF and NFC are better suited for intentional, close-proximity interactions rather than wide-area or bulk reading.
Low Frequency (LF) RFID
Low Frequency (LF) RFID operates in the 125–134 kHz range. These systems have very short read ranges, typically from a few centimeters up to around 30 cm, and low data transfer rates. LF RFID is mainly used for simple identification tasks where proximity reading is required, such as animal identification, basic access control, and specialized industrial applications
LF RFID plays only a minor role in smart label production due to its limited range and data capacity.
Passive and active RFID systems
In addition to frequency-based classification, RFID systems are divided into passive and active systems based on how the tag is powered.
Passive RFID tags do not contain a battery. Instead, they harvest energy from the electromagnetic field generated by the reader to power the chip and transmit data back.
Because passive tags are low cost, thin, maintenance-free, and suitable for mass production, they dominate applications such as retail, logistics, and high-volume industrial use. RAIN RFID is a passive RFID system, which is why it is ideally suited to smart labels and high-speed converting processes.
Active RFID tags, by contrast, contain an internal battery that powers the chip and enables much longer read ranges—sometimes tens or even hundreds of meters. Active systems are typically used for high-value asset tracking, real-time location systems (RTLS), and industrial monitoring and sensing applications. Due to their higher cost, thickness, and maintenance requirements, active RFID tags are rarely used in label converting applications.
RFID Tag Structure
Now, let´s look closer at the RFID tag, it’s components and how it works.
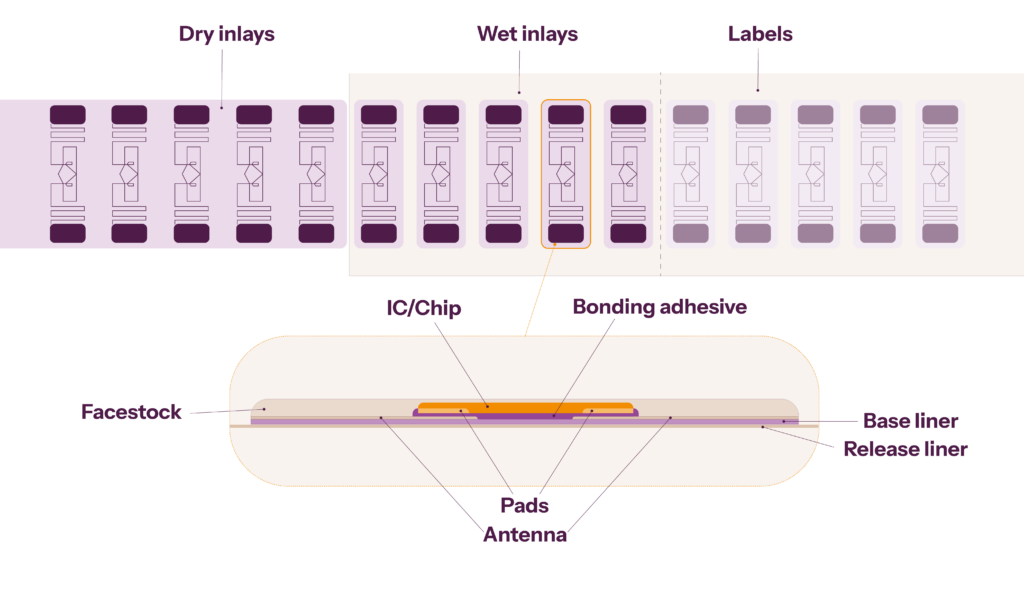
The basic elements of a single RFID tag is a chip and an antenna.
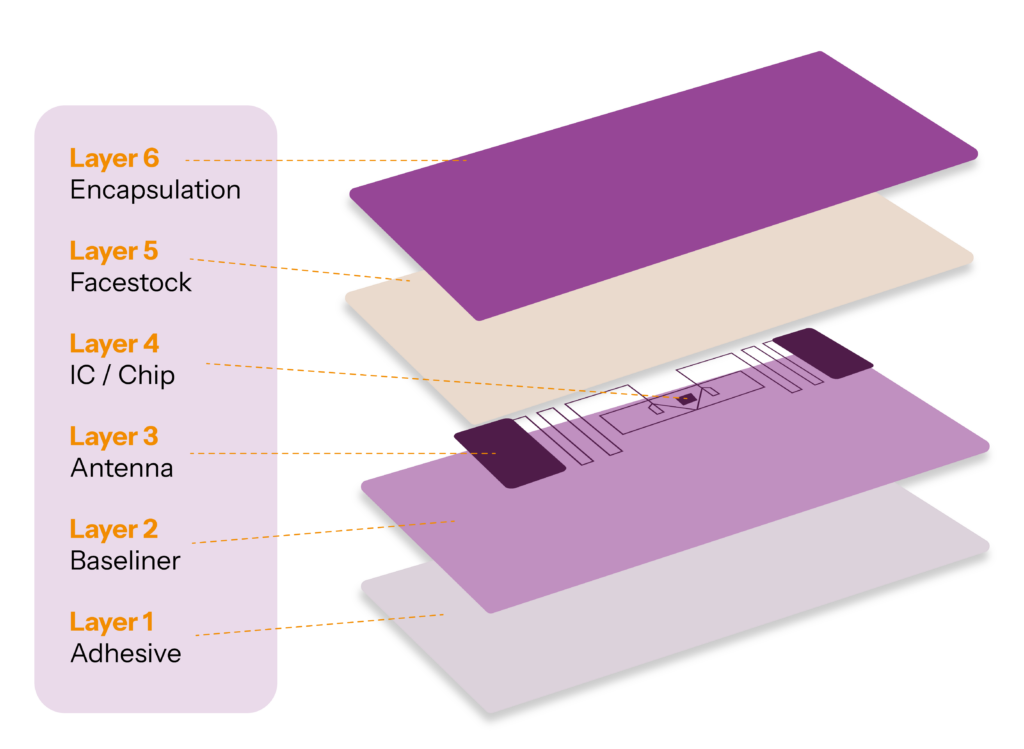
ICs, or chips, are mostly manufactured from silicon. The RFID chip stores the tag ID (such as EPC, electronic product code), manages communication, and controls memory and security. It’s a semiconductor device, just like any other microchip. In that sense IC is the core of the RFID tag, as it contains the data of the tagged item, stored in the tiny computer memory.
The data is stored in the RFID chip memory in binary format, bits – ones and zeroes. For human use, the data is typically written in hexadecimal format, where 4 bits are turned into one character from 0 to 9 and A to F.
Antenna gathers the energy from the reader to wake the tag and send the data formulated by the chip back to the reader. If the antenna doesn’t work, or if the chip is not properly connected to the antenna, the inlay will not work.
The inlay surface material is usually plastic or paper. Baseliner refers to the material to transport the labels.
Protocol Standards: the basis for interoperability
RAIN RFID technology relies on EPC Gen2 (Electronic Product Code Generation 2) communication defined by EPCglobal and formalized in ISO/IEC 18000-63 standards. These standards define how tags and readers communicate: how data is encoded, how anti-collision works, how memory is structured, and how commands such as read, write, and lock are executed.
For label converters, this ensures that tags produced will work seamlessly with standard RAIN RFID readers across different applications and geographies.
In addition to the core standard, related specifications also impact the interoperability and customer requirements. EPC memory structure guidelines, such as GS1 EPC Tag Data Standard, define how data is organized in the tag (for example EPC, TID, and User memory banks), while encoding schemes such as SGTIN-96 or other EPC formats define how serialized data is written to the tag.
Regional regulations, such as ETSI in Europe or FCC in the US, also influence how RFID systems operate by defining frequency ranges and transmission limits. These standards ensure that tags can communicate with standard RAIN RFID readers, that basic interoperability is guaranteed, and that communication behavior is predictable.
However, protocol compliance alone does not guarantee good RF (Radio Frequency) performance, which is discussed in the next chapter.
RF Performance
RF performance describes how reliably and efficiently an RFID system can read, write, and track tags under real‑world conditions such as distance, orientation, materials, and interference.
In practice, RF performance translates into readability and read range of the tag in the environment it was designed for – from how far the tag can be read, and from which angles, what type of items is it a good fit for?
RFID tags are designed for different use cases and applications. Good quality design means that the tag has the required performance and durability for the intended use case, taking form factor and unit cost into consideration as well.
Variation in tag sensitivity causes the readability to vary. Differences in tags’ read ranges lead to missed readings, and ultimately, decreased reliability of the whole RFID system. High variation in tag sensitivity also indicates variation in durability – some tags may last longer than others.
RFID inlays
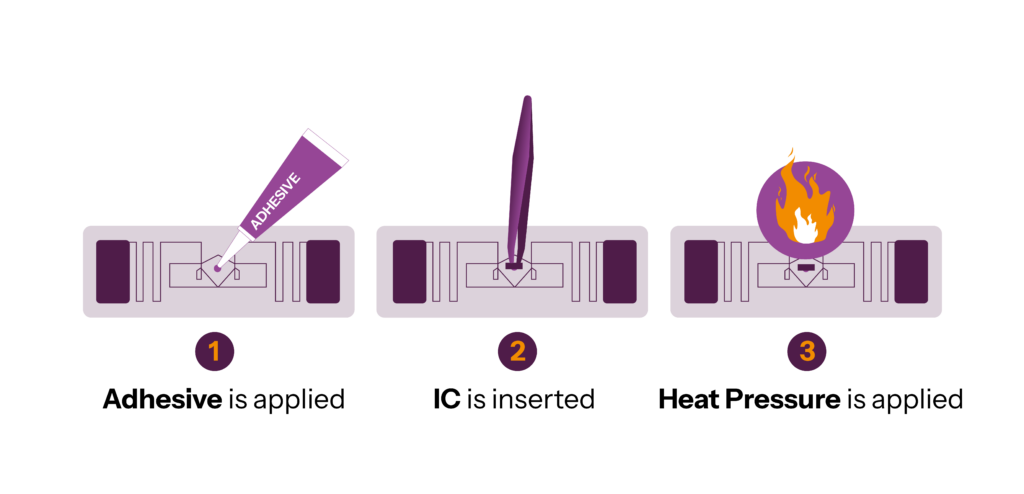
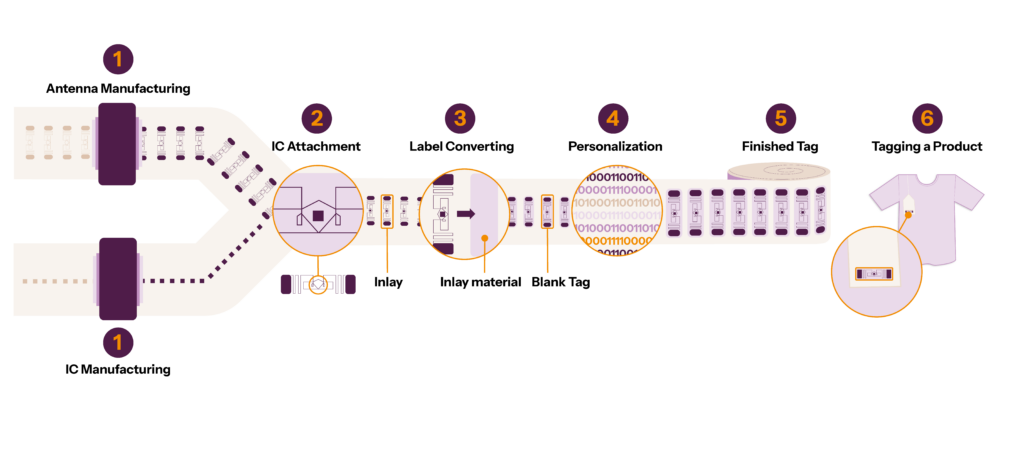
IC attachment, also called chip bonding, is a process where the IC is connected to the antenna, and the outcome of this process is called inlay, which is further converted to different end products like labels, smart cards, hangtags, wristbands and so on.
Inlays are the raw material for smart label converting, as they are the core component of any RAIN RFID tag or label. Inlays can also be embedded into other products as such or after being converted to a suitable format.
Different types of inlays
Understanding the different types of inlays is crucial for a label converter as their construction, materials, and form factor affect how they behave in production and how the finished RFID tag performs in real-world use. When you have a thorough understanding of different types of inlays and how different inlay products fit into various applications, you are better able to deliver the customer exactly what they need for their RFID system.
Here are some key inlay concepts:
Dry inlays
Dry inlays are inlays where there is no adhesive, only chip plus antenna on a carrier. Dry inlays are used in cases where the inlay needs to be embedded into a product, such as access cards.
Wet inlays
Wet inlays have an adhesive film, and they can be attached to varied surfaces. They are usually laminated to provide more durability.
Paper inlays
For sustainability reasons, inlays can also be built on paper substrate. They are not as durable as plastic inlays, and are mostly used in packaging and disposable labels.
Plastic / PET inlays
Pet inlays are mostly used in retail and logistics, as they are durable and have a stable RF performance. These are the ones label converter most often used as the raw material for finalized smart labels.
Textile inlay
Inlays can also be integrated into, for example, apparel care labels or sewn-in tags.
Inlay specifications
A critical element in defining quality within RFID solutions is the establishment of clear specifications. These specifications are typically derived from end‑customer expectations, retailer mandates, or established industry frameworks such as ARC and ISO standards.
RF performance specifications outline the required behavior of an RFID tag – covering parameters such as read sensitivity, operating frequency range, and encoding accuracy. This defines what type of inlays to use in the final solution.
Compliance cannot be presumed; usually it must be demonstrated through systematic and repeatable testing, and by providing testing logs. This requires measuring RF performance against defined benchmarks and verifying that every tag meets the prescribed thresholds prior to shipment.
Inlays are specified in various ways:
- Some RFID users have listed approved inlays, manufacturer and model
- The retail industry, mainly in the USA, widely uses the ARC specifications developed by Auburn University RFID Lab. ARC specifications classify and approve RFID tags into performance categories based on real-world retail use cases, helping brands and retailers select tags that meet minimum performance requirements.
- GS1 Tagged Item Performance Protocol (TIPP) is an open performance standard. Anyone can test RAIN RFID tagged Items and define which TIPP grades the tagged items meets.
When performance criteria are clearly defined and validated, converters can ensure that each delivered tag performs exactly as intended—eliminating variability, preventing field failures, and safeguarding customer satisfaction.
Label Converting Process
In RFID label converting inlays are transformed into a physically finalized tag. A layer of protective material and possibly a separate layer of printable material is added on top of the inlay, and glue and the removable liner are added on the bottom. When the inlay is converted to a hard tag, it is mounted inside a hard, protective case.
Beside labels and hard tags, inlays can be converted into several different other formats by adding materials around the inlay. Other common formats include, for example, hang tags, care labels, smart cards, travel tickets, and wrist bands.
Download: RAIN RFID Tag Buyer’s Guide
How RFID Label Converting is Different from Traditional Label Converting
The biggest difference between RFID label converting and traditional label converting is the adding of the inlay into the label. RFID labels contain electronic components that can be damaged in the converting process, if handled improperly. Die cutting should be arranged to not damage the inlay’s antenna inside the label.
Excess nip force should be avoided to prevent cracking the IC, especially when handling inlays without any material on top of the IC. To protect against damaging the IC, there are special rollers available with IC protection (avoidance slot) or special rollers with very soft materials to protect the IC from pressure can be used. The machine rollers should be checked to be suitable for RFID labels.
Another important aspect to consider is ESD (electrostatic discharge) protection. ESD control systems are vital, especially when exposed antennas are involved; ESD can potentially damage the tag IC. An RFID quality control system in the machine would reveal any issues in the smart label converting.
Personalization
If the converting finalises the tag physically, the personalization process finalises the digital data side of an RFID tag. In this phase the unique product data is inserted into the chip, making it readable and functioning in a specific RFID system.
Personalization of RAIN RFID labels includes encoding the unique EPC (electronic product code) or serial number, setting the memory structure, and possibly locking memory fields. An important part of the process is also verifying the readability and the correctness of the data. At this point data can also be registered into a database, such as ERP.
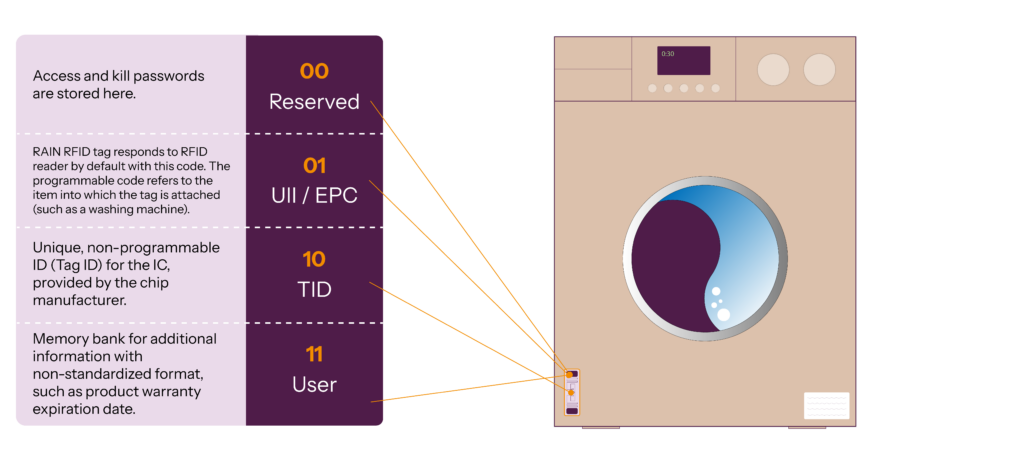
RAIN RFID Memory
There are four different memory types in a RAIN RFID chip. The reserved memory stores possible passwords, like protection against rewrite or the access and kill passwords. The UII / EPC memory is the one answering when the tag is inventoried, and it contains item identification data.
TID refers to tag identification data, and that is the unique ID for the chip, which the manufacturer has encoded, and which is fixed and can not be changed. User memory size depends on the IC model. It is a kind of extra area of the chip memory, which contains application or end user specific data.
Read more: RAIN RFID Tag ICs – The Road to Configuration Words
Encoding RAIN RFID Labels
In theory, encoding can be done in any of the phases in the tag production process, but in reality the encoding data is usually ready to be encoded only in later stages of the process.
Encoding can be done with an RFID reader, RFID printer or inline encoding system. Voyantic Tagsurance® 3 enables the encoding of RAIN RFID labels on high-speed machines, eliminating the need for external encoding solutions and streamlining production processes.
The method of the encoding is defined by volume – reader based encoding is handy with single tag encoding but with larger volumes it is not a practical solution. Smaller RFID tag patches can be encoded with printers, but if the volumes grow and there is a need to scale in the future, then inline encoding becomes the most efficient option.
Read more: Choosing the right encoding method for in large-scale RFID tag production
Encoding standards
When your customer is asking for RAIN RFID labels for item identification, in terms of data, you will need to convert the products’ UPC / EAN / GTIN barcode number to an RFID encoding and add a serial number.
There are three different kinds of data standards concerning the data structure in RAIN RFID tags. GS1 EPC tag data standard is widely used in retail and apparel, logistics and supply chain, healthcare and in manufacturing. ISO has multiple standards for particular use cases, such as airline package data encoding. RAIN Alliance has a standardized numbering system based on ISO-standards.
Sometimes converters or customers wish to use their own encoding system. In that case it is recommended to anyway follow the standardized data structures when defining the unique numbering.
Ensuring Quality in RFID Tag Production
As RFID volumes continue to surge across industries—from retail and logistics to healthcare and automotive—the importance of consistent, reliable RFID tag quality has never been greater. When a customer invests in RFID-based systems, they expect every tag to perform according to specification. Even small variations in tag read range or sensitivity can undermine system performance, cause process failures, and increase operational costs. Ensuring RFID label quality is therefore not optional; it is mission‑critical.
Read more: RAIN RFID Quality: What Defines Reliable Tag Performance and Why It Matters
Why RFID Quality Assurance Is Different
Unlike visual inspection tasks common in traditional label converting, RFID tag quality cannot be seen, as RFID performance issues do not reveal themselves through appearance, alignment, or surface defects. The only accurate and reliable way to assess RFID tag quality is through RF measurement, conducted at the inlay or finished label level.
This is because quality fundamentally boils down to how consistently each tag meets its designed RF performance parameters—such as activation sensitivity, tuning, and read range across frequencies. These elements determine whether an RFID system will work in real deployments.
A single underperforming RFID tag can cause a breakdown in traceability, delays in logistics, or inaccurate inventory counts. In sectors such as healthcare or automotive, poor reliability can cause safety risks or failed compliance processes. In high-volume retail environments, inconsistent tags reduce the accuracy of inventory systems and undermine the ROI of RFID rollouts.
According to quality control experts, one incorrect machine setting, incorrect IC bonding temperature, or minor material variation can affect thousands of labels in a production batch. That is why 100% inline RFID tag testing has become the gold standard in modern converting operations.
Read more: Analysis of the Cost of RFID Quality – And How (Not) to Lose a Customer
What Should Good Quality Assurance Cover?
Reliable evaluation of RFID quality requires measuring the parameters that directly predict real‑world performance. The most important of these is sensitivity, since changes in sensitivity reflect changes in read range, orientation patterns, and backscatter response. If two tags have identical sensitivities, they will behave the same way in the field; if their sensitivities differ, their performance will diverge.
Assessing whether sensitivity is within the design‑specified variation limits is the clearest indicator of manufacturing quality. To detect RAIN RFID quality, manufacturers rely on sample testing, inline testing, or both. In practice, testing can be integrated directly into production equipment for 100% inspection or it can be conducted offline as sample based testing.
In processes such as label converting, where daily output may reach hundreds of thousands of tags, statistically valid sampling may require thousands of tags—making automated measurement systems essential. In high-volume production, inline testing provides the most comprehensive visibility, as statistical sampling may overlook short‑term deviations.
Each strategy is chosen based on throughput requirements, product type, and quality objectives, but the underlying principle remains the same: testing must be rigorous, repeatable, and aligned with design specifications.
To avoid distorted results, testing must use proper far‑field or far‑field‑equivalent coupling ensuring that measurements reflect how tags perform in real environments. Quality evaluation also includes reading EPC/TID to confirm data integrity and maintain full traceability.
Log files provide proof of quality and support transparent communication with customers regarding production performance. Taken together, these measurements allow converters and manufacturers to determine reliably whether their RFID tags will perform consistently in large‑scale operational systems.
Read more: Best Practises for RFID Label Quality Testing
Yield: Why RFID Requires a Much Higher Bar Than Traditional Label Converting
In traditional label converting, yield has typically been treated as a measure of production efficiency. Some variation or waste could be tolerated because labels were visually inspected and applied within processes that allowed human intervention. Yield losses were visible and, in many cases, recoverable.
RFID changes this fundamentally.
Unlike conventional labels, RFID tags must perform invisibly and autonomously once deployed. They are not verified one by one by operators; instead, they are trusted to function correctly as part of an automated system. As a result, yield in RFID production is no longer just a manufacturing statistic—it becomes a requirement for system‑level trust.
A 99% yield may appear excellent when viewed as an average. However, in RFID systems, the remaining 1% does not behave like traditional scrap or cosmetic defects.
Underperforming or unreadable tags often cause silent failures: the system continues to operate as if everything worked, even when it did not. These failures may not be immediately visible, but they directly affect downstream processes.
At scale, this effect becomes unavoidable. RFID deployments routinely involve millions of tags read repeatedly over time. In such environments, small yield gaps translate into guaranteed operational events—missed items in self‑checkout, undetected movement in loss prevention, delays in logistics, or breaks in traceability. Unlike traditional labeling processes, there is often no human fallback to correct errors as they occur.
This is why acceptable yield for RFID must be significantly higher than in traditional label converting. The tolerance for errors is no longer defined by production norms, but by the tolerance of the automated systems that depend on the tags. When RFID triggers decisions—payments, alarms, routing, or compliance checks—even occasional failures become unacceptable.
Compounding this challenge, RFID yield loss is rarely random. Minor variations in materials, IC bonding, antenna alignment, or machine settings can affect thousands of consecutive tags. Without rigorous testing, such deviations may pass unnoticed into deployment.
Ultimately, the question is not whether 99% yield is impressive—it often is. The question is whether 99% yield is compatible with systems that must operate reliably without human oversight. As RFID moves from visibility to automation, yield becomes less about efficiency and more about predictability, confidence, and trust at scale.
Machinery for RFID label converting
RFID does not require replacing the entire production environment. Instead, it calls for a purposeful combination of existing converting capability, added RFID‑specific modules, and robust quality assurance.
For converters stepping into RFID, understanding the machinery landscape is essential. RFID labels must not only be physically produced—they must also be encoded, tested, and verified for functionality at every stage. Converting forms the physical label, encoding writes the data, and quality assurance ensures each tag performs as expected. Without fully integrated QA, RFID production becomes increasingly risky as volumes scale.
This chapter introduces the key machine types involved when launching RFID label converting: the converting machine, the offline rewinder, and the press with inlay insertion.
Read more: Lot Management in RFID Tag Production – Essential Machine Requirements
Converting Machines: The Foundation of RFID Label Production
Most converters begin by adapting or upgrading their converting lines to safely handle RFID inlays. While some invest in new RFID‑ready converting equipment, many can continue using their existing machines, gradually adding RFID functionality.
The essential stages of RFID label converting includes:
- Inlay placement: Dry inlays are cut from an inlay roll and precisely positioned within the label structure. Consistency is critical to ensure that RF testing yields reliable results.
- Lamination and adhesive application: Adhesive layers, release liners, and face stocks are added to complete the label structure. These layers must be uniform to avoid negatively affecting tag performance.
- Die‑cutting and waste removal: Labels are cut into shape while avoiding damage to antennas or chips. Slitting accuracy is especially important to prevent cutting through an inlay.
- Tension control: Incorrect web tension can break ICs, loosen inlays, or cause antenna joint failure. Converters must ensure precise tension management throughout the process.
- ESD protection: Dry inlays often require electrostatic discharge protection to avoid chip damage during processing.
Read more: RFID converting process
A critical addition to a converting machine is a quality assurance system, such as Voyantic Tagsurance® 3, which provides inline electrical and RF performance monitoring. It verifies that every label meets performance requirements and logs results for full traceability.
Modern converting lines may also feature bad tag handling systems. If a tag fails RF testing, it can be marked, crushed, punched, or removed directly within the line, depending on customer requirements.
Explore: Voyantic’s Tagsurance 3 RFID production quality control system
Offline Rewinder: Roll Doctoring & Post‑Process Verification
A central tool for early‑stage RFID adopters is the offline rewinder, also known as a roll‑doctoring machine. This equipment is especially important when customers require 100% good‑tag rolls.
When out‑of‑spec RFID labels are detected, they may need to be removed and replaced with good ones, a process best performed in an offline rewinder.
- Post‑process bad tag removal
- Tag replacement to create fully compliant rolls
- Verification of unwind/rewind tension, preventing mechanical stress that could damage inlays
- Integration data quality system and data
For converters scaling up, rewinders provide a valuable secondary checkpoint, ensuring final rolls sent to customers contain only fully functional tags.
Press with Inlay Insertion: Embedding RFID at the Print Stage
Some converters choose a production model where RFID inlays are inserted directly within a printing or finishing press. In this setup, the press performs both printing and RFID functionality by integrating an inlay insertion module.
Critical functions include:
- Accurate inlay application: Dry inlays are precisely cut and inserted into the label structure during the printing or finishing stage. This accuracy is essential for both mechanical alignment and predictable RF performance.
- Controlled adhesive coating and lamination to maintain reliable inlay bonding and structural durability.
- Stable web handling and tension control to prevent cracking, slipping, or misalignment of inlays.
Voyantic Tagsurance® 3 is commonly integrated inline in these press configurations, enabling real‑time RF performance verification, immediate detection of faulty inlays, encoding and read‑back verification, and automated logging for full production traceability.
With inline QA and splicing stations, defective labels can be removed without stopping the press, significantly improving efficiency.
Combining QA and Encoding: The Next Efficiency Breakthrough in RAIN RFID Production
Build A Scalable Machinery Roadmap
Getting started with RFID does not require a complete overhaul. Instead, it requires the strategic addition of RFID‑capable components to existing equipment and a strong focus on performance verification. Thus a scalable and future-proof roadmap for building the machinery is needed:
- Converting Machine
- The core of the production line, enhanced with RFID‑specific modules
- Requires precise inlay handling, tension control, and QA integration
- Offline Rewinder
- Ideal for roll doctoring, final inspection, and producing 100% good‑tag rolls
- Supports Voyantic’s QA systems for full roll‑level verification
- Press with Inlay Insertion
- Enables embedding of inlays directly in the printing workflow
- Paired with inline Tagsurance® 3 for immediate performance validation
The safest way to invest in RFID machinery is to treat it as a step-by-step capability build, combined with a material purchasing strategy. This modular approach lets converters adopt RFID production gradually, supporting growth in demand while maintaining reliability and quality—ensuring every tag works as intended.
Explore: Voyantic Machine Manufacturer Partners
Used equipment can sometimes be an option, especially for mechanical converting parts, but RFID quality requirements are strict. Any setup must support reliable encoding, accurate QA, and data traceability. In RFID, quality failures scale fast, so investing early in proper verification is often more important than maximizing speed.
How to Start with RFID – Insights
Entering RFID can feel like a big leap for a label converter. Compared to traditional label production, RFID introduces new variables: electronics, radio frequency performance, data encoding, and stricter quality expectations. The good news is that you don’t need to master everything at once. Successful RFID converters follow a phased, structured approach that builds capability step by step while keeping risks under control. This chapter outlines how to get started with RFID in a way that is technically sound, commercially realistic, and scalable.
Start with the right mindset: RFID is functional, not visual
The most important shift when moving into RFID is understanding that RFID labels are functional components, not just printed products. RFID labels contain electronic components that can be easily damaged in the converting process.
Unlike traditional labels, RFID performance cannot be verified by visual inspection. A label may look perfect but still fail in real use due to weak RF performance, damaged chips, or encoding errors.
For a label converter, this means RFID quality is no longer only about print accuracy, die-cutting, or adhesion. It is about measurable performance and reliable functionality. The key takeaway at this stage is simple: If you produce RFID labels, you are responsible for how well they work.
Learn the basics of RFID performance
Before investing in equipment or offering RFID commercially, converters should build a basic understanding of RFID performance fundamentals. This does not require becoming RF engineers, but it does mean learning what affects tag readability in real-world environments.
Key concepts to understand include:
- Read range and sensitivity
- Antenna design and its interaction with materials
- Variability between inlays
- How production tolerances impact performance
Many early RFID problems stem from assumptions; for example, that all inlays perform similarly, or that supplier specifications always match real use cases. Testing and measurement early on helps avoid these pitfalls and gives your team confidence when discussing RFID with customers.
Choose validated inlays and limit early variables
When starting out, simplicity is an advantage. Rather than experimenting with many inlay types or custom designs, successful converters typically begin with pre-validated, widely used inlays suited to their main customer applications.
This approach reduces risk by:
- Limiting RF variability
- Making troubleshooting easier
- Allowing teams to focus on process learning rather than product complexity
Make RFID quality assurance part of the process
RFID requires 100% quality assurance. Sampling methods common in traditional label production are not sufficient, because RFID failures are often invisible and random.
Practical starting points for RFID QA include:
- Verifying that every tag responds
- Detecting damaged or non-functional chips
- Identifying weak or inconsistent RF performance
Inline quality control is especially important as volumes grow. It ensures that defective tags are caught immediately, rather than after delivery to the customer — where the cost and reputational impact are much higher.
Watch a webinar: Exploring RFID Label Solutions
Decide where encoding belongs in your workflow
Encoding is often seen as a downstream or external process. However, many converters discover that encoding can be integrated earlier and more efficiently into the converting stage.
When deciding how to approach encoding, consider:
- What data is available at different production stages
- Required throughput and line speed
- Error handling and verification needs
- Total cost per encoded label
Regardless of where encoding happens, one rule is universal: encoding must be verified. Assuming successful encoding without verification introduces unacceptable risk, especially at scale.
Use data as a competitive advantage
RFID production generates valuable data: performance metrics, pass/fail rates, encoding logs, and trend information over time. Capturing and using this data transforms RFID into a strategic advantage.
Production data can be used to:
- Detect process drift early
- Improve yields and reduce scrap
- Support customer audits and requirements
- Demonstrate quality and reliability objectively
Converters who can provide data-backed proof of quality stand out in an increasingly competitive RFID market.
By starting with the basics, validating performance, building quality assurance into the process, and scaling step by step, RFID becomes a natural extension of label converting — not a disruptive leap. And for converters who get it right early, RFID is not just a new capability, but a long-term growth opportunity.