Voyantic is a leading provider of testing and encoding systems for the RFID industry. Our solutions are designed to accelerate development, ensure the highest design and manufacturing quality, and ease the adoption of RFID technology.
Voyantic partnered with AB Graphics International in Exploring RFID Label Solutions webinar, bringing industry experts together to discuss where the RFID market is heading, where are the biggest opportunities, and what successful large-scale adoption requires.
Expert perspectives were shared by Juho Partanen, Vice President of Market Transformation at Impinj, Matty Woodcock, RFID Product Manager at AB Graphic International, and Teemu Ainasoja, VP of Sales and Marketing at Voyantic.
Rather than covering every angle in depth, the session highlighted a few clear themes shaping the future of RFID.
RFID Adoption Is Driven by Real Operational Pressures
Juho Partanen noted that supply chain disruptions, labor shortages, retail theft, and increasing demands for transparency are pushing organizations toward item-level visibility. RAIN RFID enables more accurate tracking and real-time data across supply chains, retail, and logistics—helping companies respond to these pressures while supporting sustainability and traceability goals.
Upcoming EU Digital Product Passport requirements were also brought up by Partanen, as he discussed them as more than just a compliance issue. The requirements represent a broader shift toward product-level data transparency across the entire lifecycle. RFID provides a practical way to link physical products to reliable digital information—but only if the data is accurate and consistent from the start.
Scalable Production Requires Integrated RFID Solutions
Matty Woodcock noted that from a production perspective, RAIN RFID label manufacturing is evolving toward modular, scalable systems. Integrating insertion, encoding, quality control, and printing into a single workflow improves efficiency and future-proofs operations as RFID volumes grow. Many manufacturers start small and expand as adoption increases, making flexibility a key requirement.
RFID Quality Control Is No Longer Optional
One of the strongest messages from the webinar was discussed by Teemu Ainasoja, and that was the importance of proper RAIN RFID quality control. Visual inspection or short-range testing alone cannot detect many defects that impact read range and long-term performance. As RFID moves into high-volume, mission-critical use, systematic, high-speed testing during production is essential to avoid costly failures later in the value chain.
Voyantic is a leading provider of testing and encoding systems for the RFID industry. Our solutions are designed to accelerate development, ensure the highest design and manufacturing quality, and ease the adoption of RFID technology.
How is RAIN RFID transforming automotive manufacturing?
Choosing an effective tagging strategy is crucial to achieving a solid return on investment from any RAIN RFID initiative. Our recent webinar on June 17, “The Evolution of RAIN RFID Tagging in the Automotive Industry”, delivered a fast-paced look at the technologies, standards and business drivers that are redefining automotive identification in 2025 and beyond.
The discussion brought together a well-balanced panel spanning hardware engineering, standards work and real-world deployment: Dr Jesse Tuominen, Chief Technology Officer of RFID technology at Voyantic; Juho Partanen, Vice President for Market Transformation at Impinj and co-founder of Voyantic; Lauri Hyytinen, Global Automotive Market Development Manager at Avery Dennison Smartrac; and Jennica Arvonen, Senior Marketing Manager at Voyantic, who served as moderator.
Together, they unpacked over ten years of progress, spotlighted best practices, and flagged the remaining pain points for large-scale roll-outs.
Key highlights of the webinar
Evolution from Dog-Bone to MiniWeb labels
Lifetime-durable IDs & the Digital Product Passport
Standards that unlock global scale
Quality & survivability: a must, not just optional
Market momentum — and the bottlenecks still ahead
Evolution from Dog-Bone to MiniWeb labels
Tag footprint and cost were once the primary blockers to part-level RFID. The shift from bulky Dog-Bone inlays (2010) to barcode-sized MiniWeb (2020) designs – now the automotive benchmark – means integrators can “stick and go” without redesigning parts or fixtures. Smaller tags also enable dense tag populations in cable harnesses, instrument panels, and other tight spaces – critical for the vehicles rolling off lines today carrying quite a few tags within them.
Tag footprint and cost: Early Dog-Bone inlays were large and expensive; modern MiniWeb labels both shrank in size and reduced materials cost, eliminating the need to alter parts or fixtures.
High-density tagging: Compact form factors let manufacturers place multiple tags in confined areas such as cable harnesses and dashboards, supporting today’s highly instrumented vehicles.
Lifetime-durable IDs & the Digital Product Passport
Tomorrow’s value lies in the open loop. Embedding RAIN transponders, i.e., in tyres, seats, and plastic containers, turns every component into a persistent data node that accompanies it through service, resale, and recycling. This architecture dovetails with the EU’s Digital Product Passport (DPP) and broader circular-economy legislation, which require traceability long after a vehicle leaves the factory. Designing “tag-for-life” parts today eliminates costly retrofits tomorrow.
Open-loop value creation: Permanent UIDs unlock aftermarket services, automated warranty validation and efficient end-of-life sorting – benefits that extend far beyond in-plant logistics.
Compliance and future-proofing: DPP and similar regulations mandate lifetime traceability; embedding tags at manufacture ensures that parts do meet legal requirements without later re-labeling.
Standards that unlock global scale
A one-off specification might get a pilot off the ground, but truly global supply chains rely on a shared technical language to maintain interoperability, regulatory compliance, and vendor choice. The webinar homed in on three foundational references that together create that lingua franca:
• ISO 20909 (tyres): A universally adopted blueprint that specifies tag placement, memory layout, and performance tests for tyre applications, giving manufacturers a ready-made ticket to every market. • GS1 EPC Tag Data Standard 2.0: The latest revision adds lifecycle-data structures and serialization rules that mesh with cloud platforms, ensuring each physical part has a digital twin that can outlive the vehicle itself. • ODETTE guidelines (automotive parts): A harmonised European playbook covering label content, encoding and quality checks, streamlining communication between OEMs and thousands of tier-one and tier-two suppliers.
Panelists emphasized that standards development is a marathon — often measured in years — yet it remains the only reliable route to billion-tag volumes and freedom from vendor lock-in.
Quality & survivability: a must, not just optional
If a tag fails halfway through a component’s service life, the entire business case for RFID collapses. Modern qualification, therefore, extends well beyond basic read sensitivity, demanding assurance that tags withstand the real-world punishment of automotive use cycles.
• ARC and TIPP test suites: These test protocols grade performance on actual host materials—metal, plastics, composites—revealing losses and detuning effects that free-space tests miss; many OEMs now require a passing grade before approving a tag. • Impinj Integra™ and Gen2x chip features: On-die error detection and enhanced backscatter link budgets not only safeguard memory integrity but also maintain read rates when tags are angled, dirty or partially masked. • Harsh-environment constructions: High-temperature adhesives, on-metal spacers, and thicker protective facestocks have become the new baseline for “automotive-grade” labels, ensuring reliable performance through exposure to elements, under-hood heat, and chemical exposure.
Components stay traceable through years of heat, oil, road salt, and vibration — delivering the continuous data stream needed for warranty analytics, service automation and end-of-life recycling.
Market momentum — and the bottlenecks still ahead
RAIN RFID in automotive has moved well beyond the proof-of-concept stage. Field audits of the latest vehicle models already show 30–40 tags per car, and the industry can point to more than 100 full-scale deployments worldwide. Several forces are accelerating that curve:
• Mature ecosystem of automotive-qualified label converters: Specialist converters now offer catalogues of pre-certified on-metal and high-temperature labels, cutting engineering lead-times from months to weeks and giving OEMs multiple sourcing options. • Expanding integrator channel and reader innovation: System integrators with deep plant-floor experience are pairing new wide-band antennas and AI-driven read tuning, allowing installations to scale from a single dock door to a multi-line body shop without RF re-engineering. • Regulatory tailwinds from sustainability directives: EU Green Deal measures, North American right-to-repair laws and similar initiatives in Asia-Pacific are turning lifetime traceability from a “nice to have” into a compliance requirement, unlocking budget across quality, logistics and sustainability teams.
The panel flagged three chokepoints that still need collective attention – robust printer/encoder options for thick on-metal labels, cloud-ready data-governance frameworks for parts that change ownership, and advanced RF know-how to maximize backscatter on curved or highly metallic surfaces.
Watch the Webinar On-Demand
Missed the live session? Catch the full recording here.
About the author
Voyantic
Voyantic is a leading provider of testing and encoding systems for the RFID industry. Our solutions are designed to accelerate development, ensure the highest design and manufacturing quality, and ease the adoption of RFID technology.
How Does Antenna Choice Impact Your RAIN RFID System?
Selecting the right antenna can make or break the performance of a RAIN RFID system. Our recent webinar on October 10, “Choosing the Right RAIN RFID Antenna”, provided a deep dive into the critical aspects of antenna selection for RAIN RFID systems.
We explored the fundamental principles of antenna choice, essential parameters to consider, and ways to match antenna features with specific application needs.
The webinar featured insights from industry experts including Daniel Eisen, RFID Engineer at Times-7, Jos Kunnen, CTO at Times-7, along with Sami Rautanen, Senior Hardware Designer, and Teemu Ainasoja, Sales Director, both from Voyantic.
Together, they shared valuable insights into antenna fundamentals, best practices, and considerations for optimizing RFID system performance.
Key Highlights of the Webinar
Key Factors in Antenna Selection
RF Fundamentals in RAIN RFID Systems
Choosing the Best Antenna Polarization for Your Needs
Practical Advice for Antenna Selection
Questions to Ask Your Antenna Supplier
Key Factors in Antenna Selection
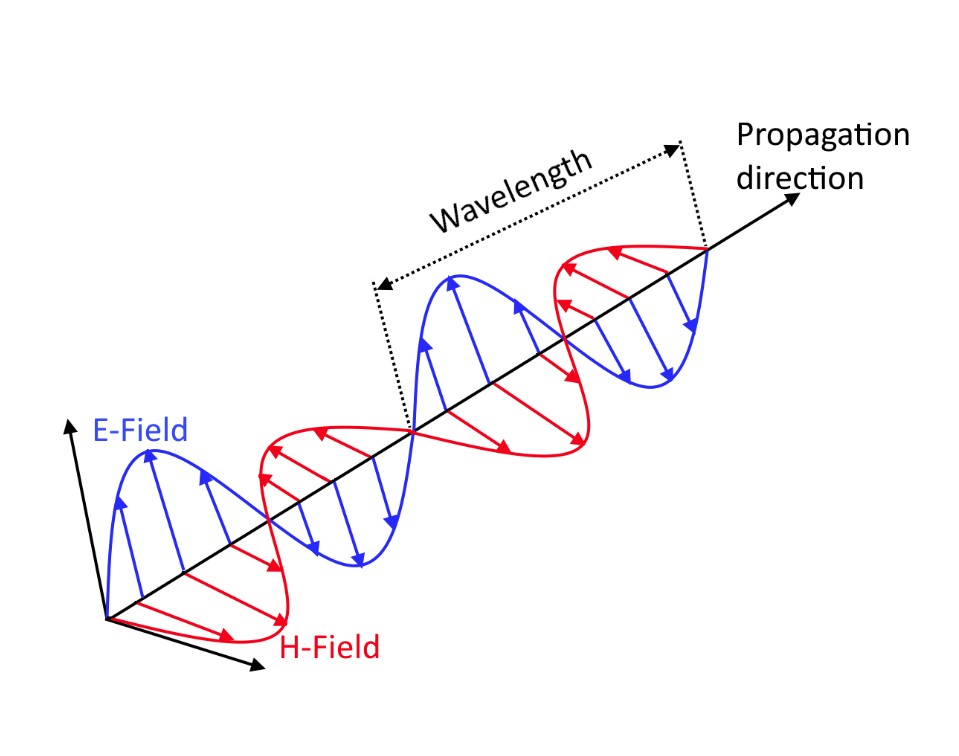
Every application has unique requirements, so understanding the essential factors in antenna selection is crucial. Our speakers discussed parameters like frequency, wavelength, and RF (Radio Frequency) characteristics, all of which affect how antennas interact with RFID tags in various environments.
Frequency and radiation pattern: Each antenna has an operating frequency. RAIN RFID operates in 860 – 960 MHz, so make sure you choose the right antenna for your reader. Understanding the radiation pattern is important in order to read the datasheet and select the best antenna for your application.
RF Characteristics: Factors such as RF field strength and energy distribution influence how well an RFID system reads tags, especially in environments with metal, liquids, or other RF interference sources.
RF Fundamentals in RAIN RFID Systems
RAIN RFID technology relies on RF signals in the UHF range of 860-960 MHz. Understanding the behavior of these signals is key to optimizing system performance.
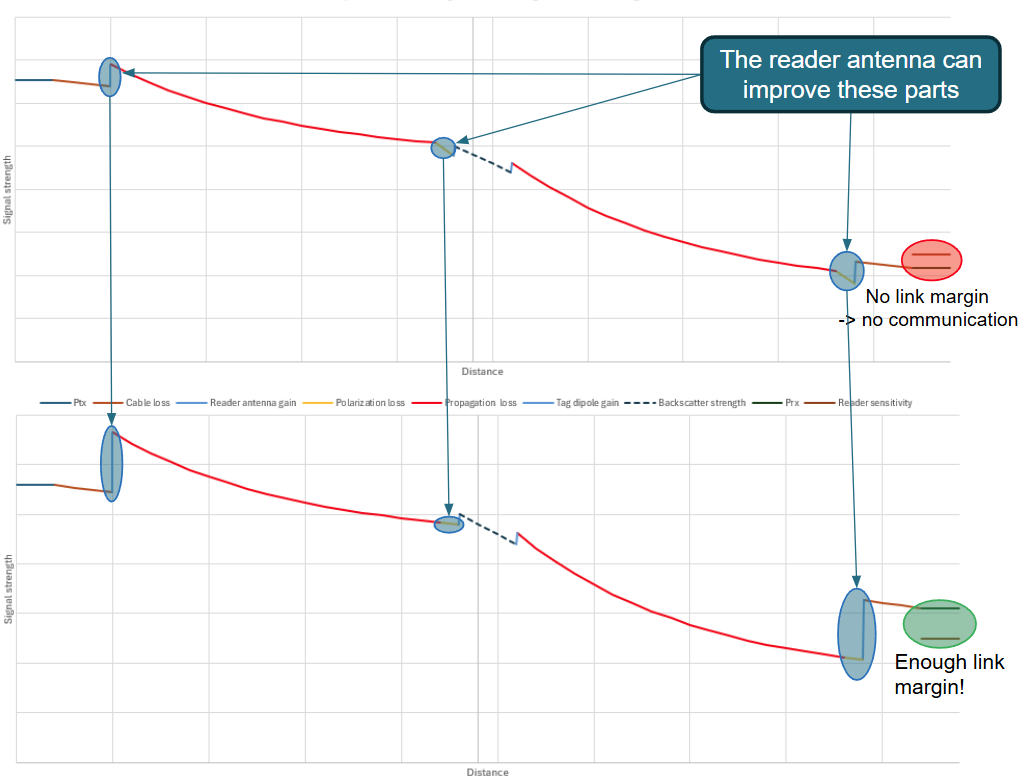
Link Budget: Losses in the RF link may cause excessive signal loss and destroy system performance. This problem can be solved with a right reader antenna with a suitable radiation pattern and polarization.
Signal Polarization: The webinar explained how linear and circular polarization can impact read accuracy and range. Linear polarization works well for specific orientations, while circular polarization offers flexibility for tags at various angles.
Choosing the Best Antenna Polarization for Your Needs
Polarization is central to antenna effectiveness. Our experts explained how different polarization types function and when to use each based on application requirements.
Linear Polarization: Suitable for applications where tags are consistently aligned with the antenna. It provides strong signals in a specific direction, ideal for scenarios with controlled orientation.
Circular Polarization: A versatile choice when tag orientation is unpredictable, as it allows signals to be read from various angles. This reduces errors in environments like retail, where items may shift.
Practical Advice for Antenna Selection
Our webinar offered practical tips for balancing gain, beamwidth, and radiation patterns—critical parameters that influence coverage and reliability.
Gain: Higher gain antennas provide a stronger, focused signal ideal for long-range reads, whereas low-gain antennas are better suited for wider coverage in close proximity setups.
Beamwidth and Radiation Patterns: These factors determine how broadly the antenna transmits signals. For example, narrow beamwidth is optimal for focused, direct reads, while a wider beam is suitable for scanning larger areas with multiple tags.
Questions to Ask Your Antenna Supplier
To conclude, our experts provided a checklist of questions to ask when selecting an antenna supplier. Knowing terms like dBi, EIRP, and ERP, as well as understanding compliance requirements, allows you to make informed decisions that ensure efficiency and regulatory alignment.
dBi (Decibel Isotropic): A measure of an antenna’s gain compared to an idealized isotropic antenna. Higher dBi indicates a more focused signal.
EIRP (Equivalent Isotropically Radiated Power) and ERP (Effective Radiated Power): These metrics help determine the actual power output and range capacity, both essential for meeting regulatory standards.
Watch the Webinar On-Demand
Did you miss the live session? You can still access the full recording here.
The webinar is packed with expert insights to help you make confident, data-driven decisions for your RAIN RFID applications.
About the author
Voyantic
Voyantic is a leading provider of testing and encoding systems for the RFID industry. Our solutions are designed to accelerate development, ensure the highest design and manufacturing quality, and ease the adoption of RFID technology.
The use of RAIN RFID is increasing across industries. One of the applications where RAIN RFID has demonstrated great value is tool management – especially with the expanding availability of specialty tags designed specifically for tool tracking from multiple vendors in the industry.
Organizations have started using RAIN RFID for better inventory management, loss prevention, and accountability. Also, several tool manufacturers are beginning to tag tools with RAIN RFID at the point of manufacturing before tools are delivered to customers.
Earlier this month, we hosted a webinar to address the benefits, challenges, and use cases of tracking tools with RAIN RFID. We also covered the importance of understanding the RF performance of the tagged tools when planning the applications and how you can test the performance of the tagged tools.
Our expert speakers at the webinar were Bhavik Ghaghada from Xerafy and Rajiv Anand from InThing.
Or you can read on for a summary of some of the key points from the webinar.
Why are companies using RAIN RFID for Tool Tracking?
Tool tracking with RAIN RFID provides many of the same benefits as any other application:
Enhanced inventory management – RFID enables efficient tracking and management of tool inventory, reducing losses and misplacements
Increased operational efficiency – Automated tool management reduces manual labor, leading to cost savings
Real-time location intelligence – RFID tags on tools can be used for tracking the location and the movement of tools within work processes, facilitating pattern detection and preventive maintenance.
There are also some unique benefits arising from safety, compliance, and work process considerations.
Unique RFID Use Cases for Tool Tracking
In addition to the obvious benefits of improved inventory management and loss prevention, many industries have specific regulatory, safety, and compliance requirements that require accurate and efficient tool management solutions.
During the webinar, Rajiv covered a few interesting industry-specific examples where accurate tool management is critical:
FOD in Aviation – FOD stands for Foreign Object Debris. In aviation, it is critical to ensure that no tool is left behind, for example, in a plane’s engine when it’s being maintained. FOD can potentially have catastrophic consequences.
FME in Nuclear – In the nuclear industry the term used is FME – Foreign Material Exclusion. Similarly to FOD, a tool left behind in the reactor or other critical locations can lead to disastrous consequences.
RSI in Healthcare – RSI stands for Retained Surgical Instruments and refers to a situation where a surgical instrument is accidentally left in the patient’s body, leading to serious consequences.
Calibration in Research Labs – Research labs often have thousands of tools that require regular calibration for specific research projects. Missing the calibration time can lead to inaccurate research results and delays.
Equipment and tools in Manufacturing – In some manufacturing processes tools are also calibrated and designed for specific jobs. A misplaced tool on the wrong workstation can lead to serious errors in the manufacturing process and product defects.
Why is Tool Tracking Challenging?
Tools are versatile objects, coming in many shapes and sizes. Tools are typically made from metal, which is a challenging material from an RF perspective. RAIN RFID tags that are used on tools need to be specifically designed to be used on metal objects and specific form factors.
Tools are also often used in challenging environments. Exposure to dirt, oil, chemicals, heat, and cold also creates unique requirements for the durability of the tags.
Tools inventories are also typically large and often stored in bags or containers where tools can freely collide with each other and are not stored in fixed positions. This also poses challenges and requirements for the RFID system and hardware.
All these challenges can be addressed with careful system planning, testing, and deployment.
Why is RFID a great technology for tool tracking?
During the webinar, three key benefits could be identified that make RFID a great technology for tool management:
Digital identity– RFID provides a unique digital identity for tools and enables an efficient way for automated inventory and batch management, for example, compared to barcode technology where each item needs to be scanned individually.
Durability– RFID tags come in various sizes and form factors, including very small sizes for smaller tools. RFID tags can be protected with hard enclosures and other protective materials to make them durable enough for tools. Barcode labels and stickers with printed information are subject to wear and tear when tools are used.
Scalability – RFID systems are scalable and can be expanded to new applications and future needs of the organization. Utilizing the existing infrastructure can potentially bring additional cost savings.
Best Practices and Considerations
First step – Tag Selection
A critical step in an RFID-based tracking project is to select the right tag for the application. Smaller tags are suitable for tracking hand-held tools whereas power tools and larger equipment may require more rugged case and attachment options. The tool’s material also affects the choice of the tags as tags are always designed to work optimally with specific materials.
Step two – Tag attachment
The tag attachment phase is critical for reliable system performance and a longer tag lifespan. If the tags are not properly mounted on the tool, it can lead to tags detaching from the tool or being damaged when the tool is used.
A typical tag attachment process includes applying a base adhesive, then placing the tag on the adhesive and letting it cure. The next step is to apply an epoxy encapsulation over the tag to protect the tag. The last step is to add heat shrink tubing that protects the tag from external factors and keeps it tightly attached to the tool.
Tag Position and Orientation
Tool tags are typically designed to be mounted to a specific orientation in relation to the tool. One reason for this is that the metal in a typical tool, such as a wrench, also affects the tag’s performance. When the tag is aligned with the tool as designed by the tag developer, the performance of the tags will be more consistent, leading to more consistent application performance.
You should also avoid placing the tags where they interfere with using the tool. Also, tags should not be covered by metal that interferes with the tag’s performance.
Tools with embedded tags
Tool manufacturers are increasingly activating in offering tools with RFID. Manufacturers have started to provide tools with RAIN RFID tags integrated into the tools at the point of manufacturing. Embedded tags will eventually eliminate the tag attachment process steps.
Tools with embedded RFID tags.
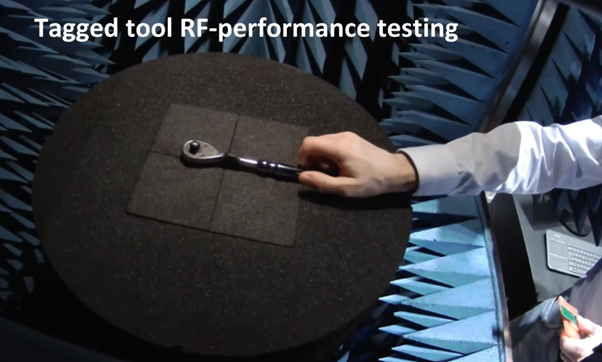
Why is testing the RF performance of the tagged tools important?
Realizing the full benefits of using RFID in tool tracking requires that the application works as planned – in other words, the RFID tags on tools are read and detected accurately and reliably. RFID tags designed for tools are optimized to work well on metal items and specific form factors. However, the RF performance is always affected by the object it is affixed to and how it is positioned towards the reader. Testing the RF performance of the tags is important to ensure reliable and consistent read ranges and to help choose the best tag for the application. It will be difficult to design a reliable tool-tracking system if there is a high variance in the tagged items’ read ranges.
If you would like to learn more about testing the performance of the tagged tool with Voyantic Tagformance Pro, watch the webinar recording from 25:00-33:48.
Some of the key takeaways from the performance testing presentation included:
Ensure the correct testing setup: Adjust the reference tag position and orientation to match the tool tag position
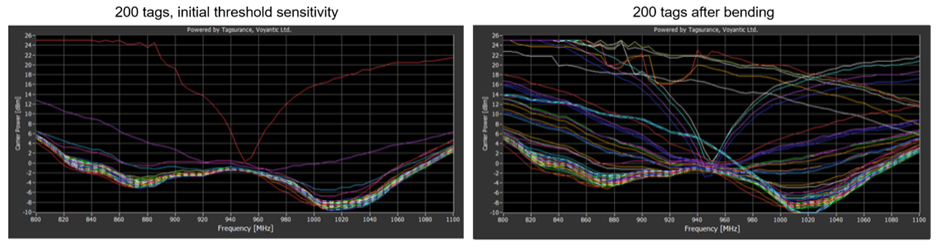
The threshold sweep test reveals the maximum read ranges for the tag and the tuning of the tag – to which frequency range the tag is optimized for.
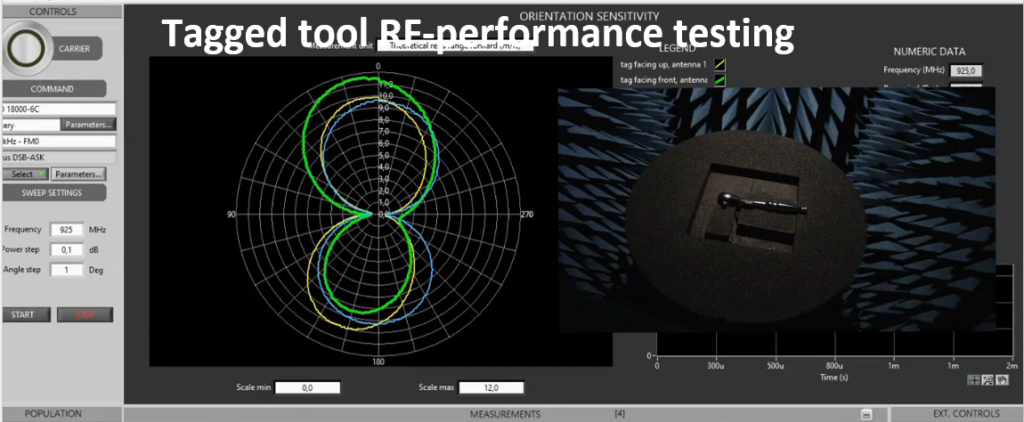
The orientation sensitivity of the tagged tool reveals how well the tool can be read from different angles.
The Tagged-Item Grading tests reveal whether the tagged-items pass pre-defined performance criteria, for example, if the tool passes the same grades as the end-users currently used tools, providing good information for the RAIN RFID system designers and end-users when adding new tags to the system.
The performance of the RFID-tagged item should be well documented to help systems designers and end-users!
Testing the tagged tools’ RF performance on the production line is critical when tools are tagged in volumes!
This orientation sensitivity test revealed that the tool can be read well when the tool’s long side faces the antenna. When the endpoints are facing the antenna, the read range drops dramatically.
Considerations for the Tracking System Features
The software component of the tracking systems is equally important to the capabilities of the RFID tags and reader hardware. Especially when tools are tagged and traced for compliance and safety applications, the software platform needs to have the right features to handle the workflow and process requirements. Use cases are unique in many cases, but some of the main considerations include:
Process Automation – For example, if a tool is missing or misplaced, or due for maintenance or calibration, the software component of the system must be able to alert the right individuals at the right time. For real-time operations, seamless workflows are the key to realizing the system benefits.
Data management features – How data is managed and added to the database, what information can be included, and how data is configured and managed.
Robust user and rights management – Employees from different functions in the organization often need to access the same system. For example, the tool users and people responsible for maintenance do not need to access the same features as the system administrators.
Location management – If real-time location is required, the software must provide the functionality for configuring locating applications and timely information based on the item’s location.
Workstationrequirements – Does your application require a fixed station with self-service kiosk features for processes such as checking tools in and out or auditing the available tools?
Requirements for mobility – how is inventory management done? Is there a need for hand-held readers and mobile workstations?
If you would like to learn more about tracking and tagging tools with RAIN RFID, watch the webinar recording or contact us with any questions. And be sure to sign up for our blog updates!
About the author
Voyantic
Voyantic is a leading provider of testing and encoding systems for the RFID industry. Our solutions are designed to accelerate development, ensure the highest design and manufacturing quality, and ease the adoption of RFID technology.
The webinar covered the numerous process variables that impact the quality and performance of the inlay, how IC manufacturing recipes can be used in the production process, and the critical role of process monitoring. Speakers James Guzzo from Impinj and Hannes Jehle from DELO present on the intricacies of the RAIN RFID IC attach process.
Bonus Q&A – Questions Not Answered During the Live Session
The webinar topic proved to be a popular one. The presenters received so many questions during the webinar that the time ran out to cover all of them. Below you can find Hannes Jehle’s and James Guzzo’s answers to few of the questions that were not answered during the live session.
Q1: How do we ensure the accuracy of IC positioning in the process?
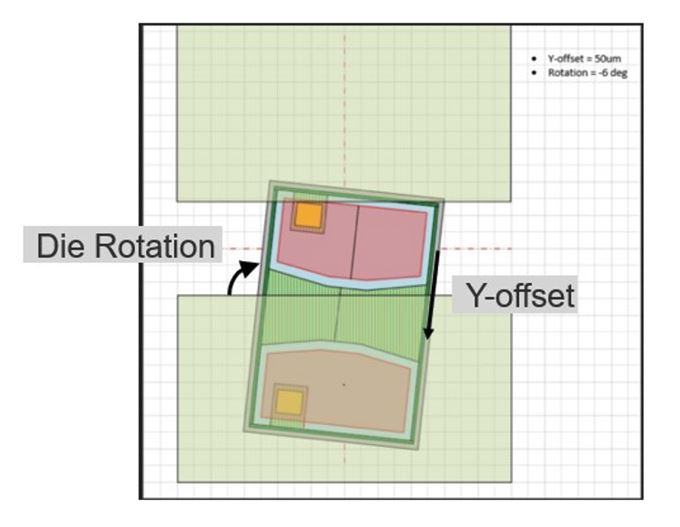
James Guzzo: The single biggest way that you can ensure the accuracy of the IC position is to turn on the DDA Vision system statistics (postplace.rep) and monitor the machine die ejection accuracy and adjust the DDA settings to improve the die ejection/placement accuracy if needed. There are two key parameters the DDA reports on which are the Y-offset (measured in microns) which is the shift up or down of the IC relative to the antenna gap. The second parameter is the die rotation left or right relative to a perfect alignment to the antenna gap (measured in degrees).
The Inlay assembly process allows for a certain level of inaccuracy in the Y-offset and Die rotation and will still produce a reliable, electrically well-performing inlay. The amount of Y-offset and die rotation tolerable is a function of the actual measured (actual) antenna gap and the size of the IC and the size of the IC pads.
There is the possibility that the die can shift or spin in the epoxy dot post-vision system inspection, but we have found the dominant factor in die placement accuracy occurs during die ejection off of the tape. The Voyantic Tagsuance inline electrical test yield generally correlates well with the postplace.rep placement accuracy.
Factors that impact the die placement accuracy and can be tuned to improve die placement: Die Ejector Needle Selection (needle tip radius and angle), dicing tape expansion, DDA die Ejection parameters(Cap Gap, Cap Retract, needle offset, vacuum delay,…)
Q2: Do you have any suggestions about the shape and also size of the die landing area? And what about the gap, previously you shoved 150um for the M800 series (talking about a “standard” antenna).
James Guzzo: See the response to Question 1 above for Context.
Ways to improve the maximum placement tolerance: Reduce the actual antenna gap of your antenna design by reducing your drawn antenna gap. Previously most etched Al on PET inlay manufacturers allowed a minimum drawn 140um and the stated actual gap tolerance is +/-50ums to the drawn. However many manufacturers typically do better than this and are closer to a +40um/-30 based on sampling and measuring actual antenna gaps for several models of inlays.
Numerous etched Al antenna on PET manufacturers now allow a minimum drawn antenna gap of 110um-120um drawn gap and correspondingly are able to achieve actual(measured) antenna gaps of 130um – 160um depending upon the antenna layout and geometries.
Q3: There is much recent talk or hype of “trillions” of RAIN RFID inlays per year to be made, presumably requiring thousands of chip-attach machines. What is the hourly capacity of the highest-capacity IC placement machine?
James Guzzo: The current state-of-the-art direct die attach machine models can create 40k, 80k, and up to 100k inlays per hour.
Q4: What is the allowed residue thickness between the gold pad and the aluminium for a proper connection – the thickness the gold particles can bridge?
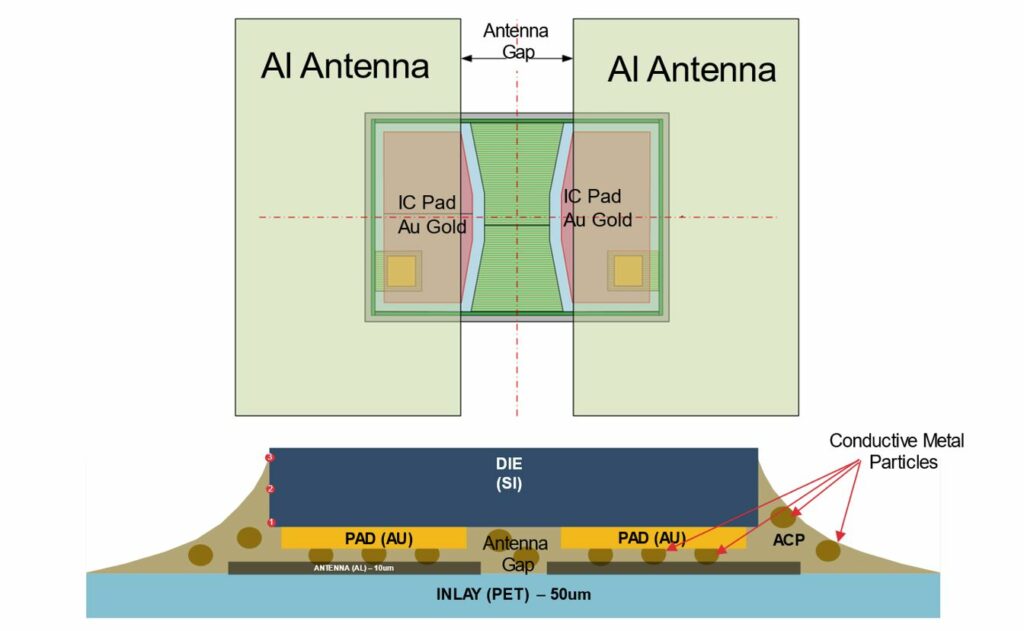
James Guzzo: The electrical connection between the Tag ICs gold pads and the etched Aluminum Antenna Leads are actually made through the 3-8um diameter metal particles that are in the ACP (Anisotropic Conductive Paste). Different ACPs have different size particles of different conductive materials (e.g. tungsten, nickel, etc.) When the IC is bonded there are two hot pieces of metal in the Die attach machine (Called thermodes) that press against the back side of the die (from the top) and the bottom of the PET inlay. The thermodes accomplish 2 goals: The first is to push the conductive metal fragments into the gold pads and the Al antenna leads and the second goal is to cure or harden the Epoxy. One of the “Bonding” parameters is how much force the thermodes push the die into the inlay. The typical Thermode Bond Force is 1.5 Newtons to 2.5 Newtons.
Inlay bottom and cross-section view.
Q4: Are there any low or no-heat adhesives being developed to save time and increase system throughput?
Hannes Jehle: At the moment heat curing is the only curing technology which allows the required reliability. There is a special “low temperature curing” adhesive in our portfolio which allows curing temperatures of 150°C.
Q5: Where do you see the company Delo’s glues in comparison to other glue manufacturers in the race for market share with next-generation machines driving the bonding times lower and temperature higher to reduce machine footprint?
Hannes Jehle: Besides many other applications I do see DELO as the leading supplier for ACAs for RFID applications. Due to our very fast development cycles, outstanding lab support, and very close cooperation with our partners. As far as I know, there are none or not many other ACA manufacturers that can make curing speeds of <100ms happen.
Q6: In your pictures, there is a lot of epoxy placed for those M700 chips. How do you avoid the chips being pulled up by the bond tape in the final bonder?
Hannes Jehle: The coating of the bond tape prevents the tape itself from sticking to the die or epoxy.
Q7: What will happen to an RFID tag if the ACP is not fully cured? Or if the bonding force is not enough or too much?
Hannes Jehle: The required reliabilities will not be achieved. (THT, bending, die shear)
——————————————————————–
See you at our next webinar!
About the author
Voyantic
Voyantic is a leading provider of testing and encoding systems for the RFID industry. Our solutions are designed to accelerate development, ensure the highest design and manufacturing quality, and ease the adoption of RFID technology.
Our past two Voyantic webinars have focused on educating the label-converting industry on RFID – how to get started with RFID labels and what are the key things you should consider to succeed in the RFID business.
The first webinar covered the RFID technology basics for label converters. (If you missed it, you can watch the recording here).
For the second webinar, we invited panelists from different companies in the RFID label ecosystem, including an inlay supplier, a converting machine manufacturer, and a label converter, to give their perspectives on what is essential in RFID label converting. We also had our own expert on the panel to talk about the importance of quality inspection in RFID label production.
Check out the webinar recording or read the highlights from the webinar discussion below.
Wayne Oldham, Innovation and Sustainable Technology Director at 4id Solutions. 4id Solutions is a label convertercompany specializing in RFID.
Axel Hess, Product Manager RFID at BW Papersystems. BW Papersystems is a converting machine manufacturer and a pioneer in RFID technology.
Amy Lu, Global Sales Manager at Arizon RFID Technology. Arizon is anRFID inlay and tag manufacturer, providing ODM & OEM services to RFID companies and system integrators.
Gerald Smid, Solution Specialist at Voyantic. At Voyantic, Gerald helps our customers integrate and set up Voyantic’s quality control systems on their RFID production machines.
Understanding the RFID Label Buyer Needs
When it comes to RFID labels, there is often a gap between a customer’s request and what the customer needs – the initial customer request often differs significantly from the final product they end up getting. When customers have a weak understanding of RFID technology some level of education is always required. Education is needed to make sure the label buyers understand the capabilities and limitations of the technology and to ensure they have a clear understanding of their use case requirements in order to find the right label product.
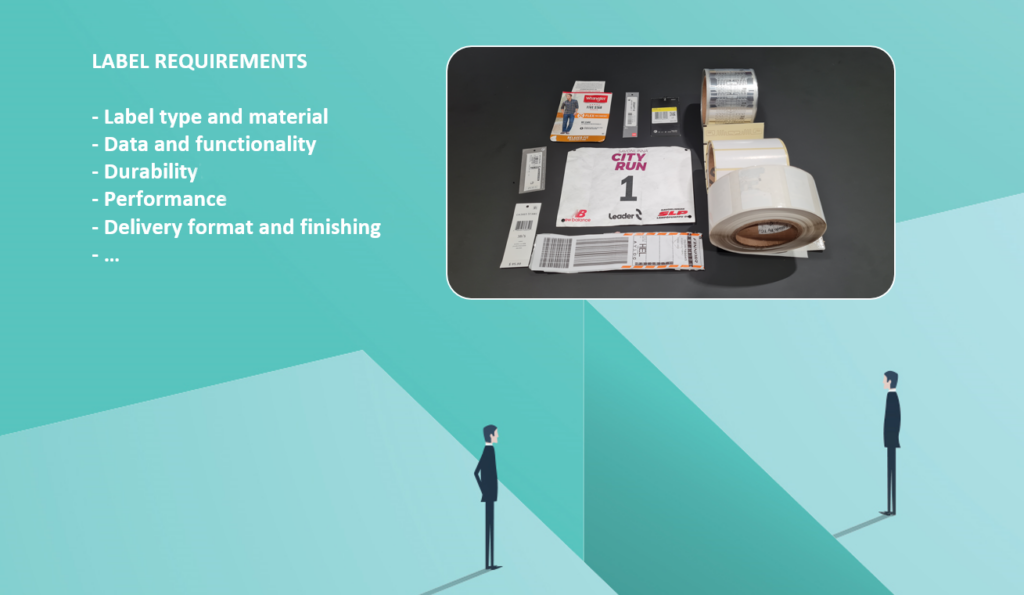
To address this challenge, companies like 4id Solutions employ a range of templates with specific questions that help in identifying the customer’s exact requirements. The questions range from technical aspects such as what frequency they need, features, performance, and data requirements to material selection, use cases, and form factor requirements. Voyantic has also put together an RFID Tag Buyer’s Guide with a checklist for label requirements and considerations.
For both label converters and end customers, understanding the application is also critical in the RFID inlay selection process. Some products may be challenging from an RF perspective, for example, products containing metals or liquids. These kinds of products require an inlay designed specifically for those purposes. The number of RFID labels that need to be read simultaneously also varies according to the application. In some use cases, like apparel inventory, where multiple labels must be read simultaneously, the choice of inlay becomes crucial to ensure stable and consistent performance. Inlays are always designed, and often certified, for specific applications and materials. New customers require guidance to select the right inlay for their application.
Label type and functionalities are selected based on the application and the product type.
From an RFID converting machine manufacturer’s point of view, the customers’ challenges include narrowing down the focus of their RFID project. Customers must not only consider the shape and size of the RFID label but also the choice of materials, inlays (dry or wet), and chip direction. These choices significantly affect the configuration of the converting machine. The clearer the output specifications are the better the machine can be configured for a specific product.
Whether we are talking about machines, inlays, or ready labels, standardization, and shared practices within the industry could further help the industry with interoperability and drive the adoption of the technology.
Best practices:
Ask a lot of questions from your customers to nail down requirements
The required read range and the reader type are factors in inlay selection.
RFID Label Converting Practicalities
The biggest difference between RFID label converting and traditional label converting is that RFID labels contain electronic components that can be easily damaged in the converting process. The most effective way to avoid any issues is to understand your converting equipment, have a strong relationship with your suppliers, and ask as many questions as you can possibly think of. No question is considered too trivial in the RFID field, as asking the right questions can potentially save thousands of dollars that would be lost in a failed production run.
For a label converter, it is also important to have a good relationship with your inlay supplier to make sure you have all the latest information and understanding of the inlay materials and the impact they will have on how the materials run through your converting press. It is always better to do test runs with new materials and construction to see the impact on the converting process.
Protecting the IC within the RFID label is imperative to prevent mechanical damage. Traditional label manufacturers may focus on production speed and appearance, while RFID label converters need to prioritize IC protection. To protect against damaging the IC, there are special rollers available with IC protection (avoidance slot) or you can use special rollers with very soft materials to protect the IC from pressure.
Maker sure the machine rollers are suitable for RFID labels.
Another important aspect to consider is ESD (electrostatic discharge) protection. ESD control systems are vital, especially when exposed antennas are involved, ESD can potentially damage the tag IC.
Best practices:
Ask a lot of questions from your machine and inlay vendors
Know your machine!
Do test runs
Consider IC protection in every production step
Consider ESD protection
The Importance of Quality Inspection
“It’s very hard to damage a piece of paper, it’s very easy to damage an [RFID] inlay when you are running it through a converting press. And it’s very easy to damage a lot of inlays very quickly when you don’t have the right processes in place.” – Wayne Oldham, 4id Solutions
For a label converter who cares about the quality of the delivered products, a proper RFID quality control system is essential. Without RFID inspection, there is no way to guarantee the quality of the labels that have been sent to the customer as RF performance cannot be visually verified. A damaged RFID label may look exactly the same as a working one. RFID label performance can only be verified with RF measurements.
A professional RFID quality testing system provides a comprehensive assessment of the tag’s performance on multiple frequencies. Using a simple reader to test that the tag responds, does not give a full picture of the performance nor assurance that the tag will also work in the end user application, from the required distance and attached to the product. A testing system is also a valuable tool for the machine operator, giving visibility into the production process to ensure everything runs smoothly.
A quality control system gives a full picture of the RFID labels’ performance and detects labels that are outside of specifications.
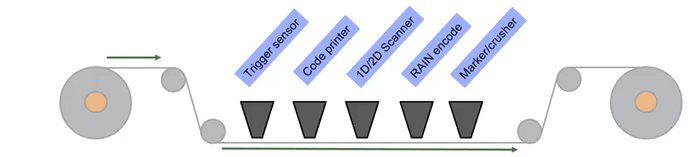
Each label must be tested individually, at high production speeds, and faulty tags can be marked, removed, or killed using chip killers or chip crunchers, depending on customer preferences. What is done to the faulty tags post-production is another important consideration for the label converter. The types of machines and processes handling bad labels also depend on the label types, for example, whether you are producing single tickets vs continuous label rolls. Some customers choose to save costs and remove the faulty, marked labels themselves in the label application process.
Best Practices:
Test every label in the production line with a proper RF inspection system
Long-Term Considerations for RFID Label Converters
The RFID market is growing, and long-term considerations are integral when purchasing RFID converting machines. Companies must consider their target markets, future requirements, and budget when making decisions on investments. The choice of machine impacts the types and volumes of labels that can be produced.
Although retail is still driving the market, several applications, such as consumer packaged goods (CPG), healthcare, and logistics, hold promise in the RFID industry. To stay informed about market trends, consult reports from the RAIN Alliance website. The RAIN Alliance also serves as a valuable resource for networking with industry experts and peers.
How to Get Started with RFID?
For those new to RFID converting, education, building in-house expertise, and early engagement with suppliers are crucial. Take the time to understand the technology, machines, and various aspects involved. Navigating the world of RFID label converting is a process that demands a deep understanding of customer needs, best practices, long-term considerations, and the broader RFID ecosystem. You also need to be agile — the RFID industry develops quickly, and new tag ICs with new features and functionalities are constantly introduced. However, the RFID industry also offers numerous opportunities for new converters as well as customers.
Voyantic is a leading provider of testing and encoding systems for the RFID industry. Our solutions are designed to accelerate development, ensure the highest design and manufacturing quality, and ease the adoption of RFID technology.
As the demand for RFID smart labels is growing, traditional label converters are increasingly getting questions from their customers about adding RFID to their label products.
Label converters that are just starting with RFID or considering it, need to first educate themselves on the fundamentals of the technology and what is involved in producing RFID labels. We decided to host a webinar to help with this first step.
The RAIN RFID market is developing in terms of volume, value, and diversity. Big retailer mandates, such as the Walmart mandate, also have an effect on driving growth on the retailer side, creating opportunities and challenges for the players in the market. Likely, your first RFID label customer will not be your last one.
The webinar focused on the basics of RAIN RFID specifically in the context of label converting in the retail industry: what are the key aspects that a label converter needs to consider when adding an RFID inlay into labels, turning them into RFID labels?
The webinar also touched on data standards and data encoding. Knowledge of encoding and different data standards is the key to preventing tag clutter which can be an issue in the RFID industry, but also to enabling the use of the item’s digital identity throughout its lifecycle. For example, the same RFID tag can potentially be used in various different applications from logistics management, and inventory tracking in the store, to customer self-checkout, and customer experience applications.
There are a lot of great resources available for the basics of RAIN RFID technology, its applications, and its unique benefits. If you are a RAIN RFID beginner, https://www.rainrfid.org is a great place to start.
How to Approach the Increased RFID Label Demand?
The typical steps that label converters need to take to get into the RFID label business include:
Acquiring information and knowledge
Expanding supplier and partner networks
Upgrading different production machinery for RAIN RFID
Investing in dedicated RAIN RFID production machinery
The first step always is to acquire information. What does your customer need and is there a mandate or any other requirements documentation that you need to familiarize yourself with? What is the format of the label that is needed; a sticker, a hangtag, or a prime label? What kind of data is needed for the label, both printed and encoded?
You will also need to learn essential information about RFID technology and RF-specific considerations for the label production process. Inhouse expertise on RFID and any applicable mandates is highly recommended, in addition to finding the right partners. An in-house expert enables you to become a value-added supplier to your customer to navigate through new requirements from their retail customer.
Read on to get started with the first step.
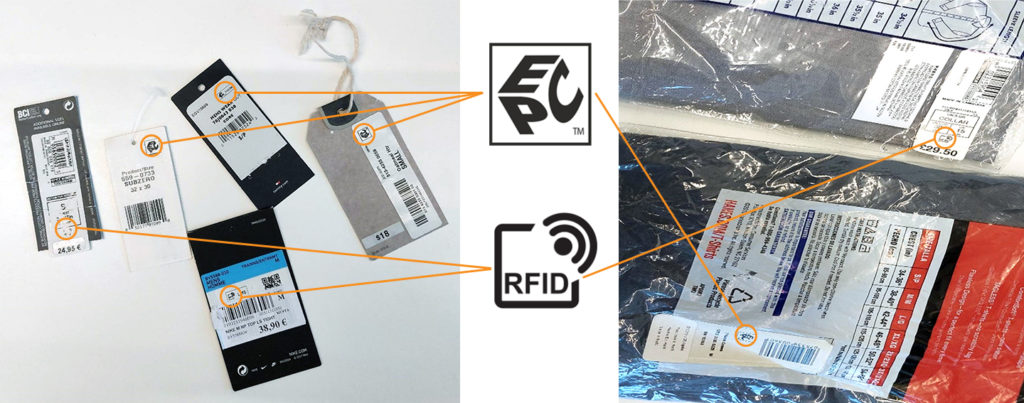
You can recognize an RFID label by an RFID or EPC emblem mark on the label or hang tag. EPC stands for electronic product code.
What do you need to know about RFID inlays?
One of the core components of an RFID label is an inlay, which consists of an antenna on a substrate and an IC (chip) glued on top of the antenna. This process creates dry inlays. Dry inlays do not have an adhesive layer.
A term you often hear related to retail label mandates is white wet inlay, also known as a “sticker”. A sticker refers to a blank RFID inlay that has adhesive and liner layers and a simple white facestock. A sticker can be applied directly to an item.
Dry inlays: no self-adhesive layer in the inlay. I.e. it is not a sticker
Wet inlays: an inlay in a sticker format with an adhesive and liner layers, and it can be directly applied on top of an item without additional converting process
White we inlay aka Sticker: an inlay in a sticker format with adhesive and liner layers, and a white facestock
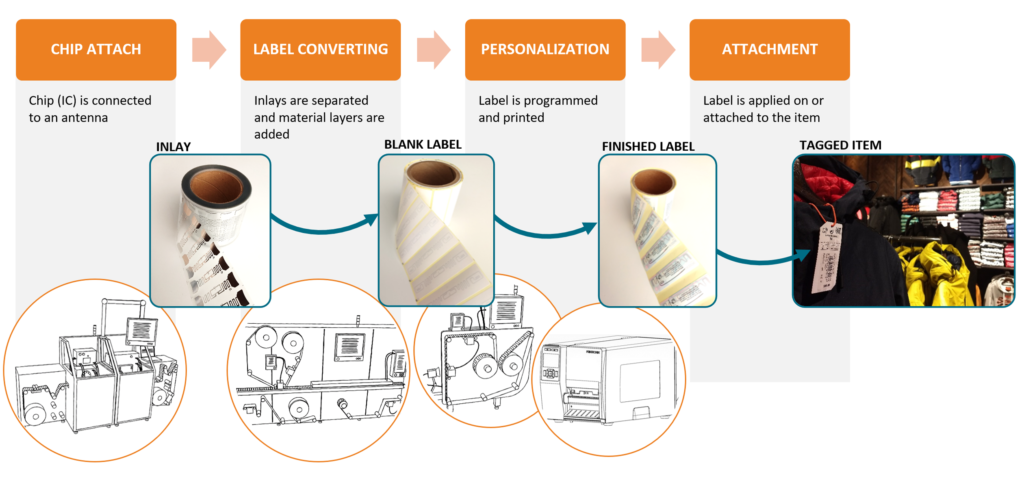
Overview of the RFID Manufacturing Process
RFID label converting includes unique requirements and considerations for the converting process. Before going into the converting process, it is essential to have at least a high-level understanding of the entire RFID manufacturing process and how converting relates to the process.
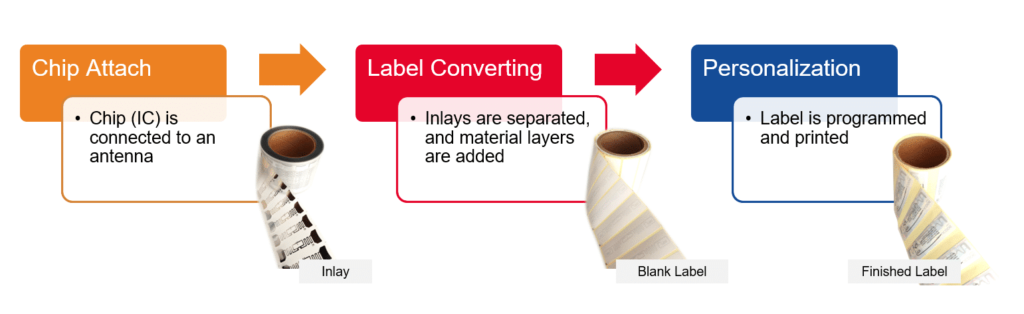
Without going into component manufacturing (IC, antenna, liner materials, etc.) the first step in the process is chip attachment (aka IC bonding) where the IC is attached to an antenna to form an uncut dry inlay. There are specialized manufacturing companies that focus on IC attachment to produce inlays.
Next, the uncut dry inlays are converted in one or more process steps into labels: material layers, and adhesives are added, and labels are cut into white labels, aka stickers. This simplified process is just one option and there are a lot of different processes for RFID label converting, depending on the type of label and use case.
After converting, data needs to be added to the blank label. This process is called personalization and can sometimes be done on the same label-converting line. Data is encoded into the labels to give them a unique serial number that can be read with RAIN RFID readers. Personalization also includes printing human-readable data and information on labels.
The last step of the process is attaching the ready label to an item, and turning it into a tagged item.
For a converting company, the business opportunity is anywhere between dry-cut inlays and personalization. This strategic decision impacts the label manufacturing process changes and machinery investments that are needed.
Retail RFID Mandate Data Terminology
One of the growth drivers for RFID labels is coming from the big retailers mandating the use of RFID for their suppliers. There are some basic terms you need to be aware of, specifically related to the retail mandate landscape.
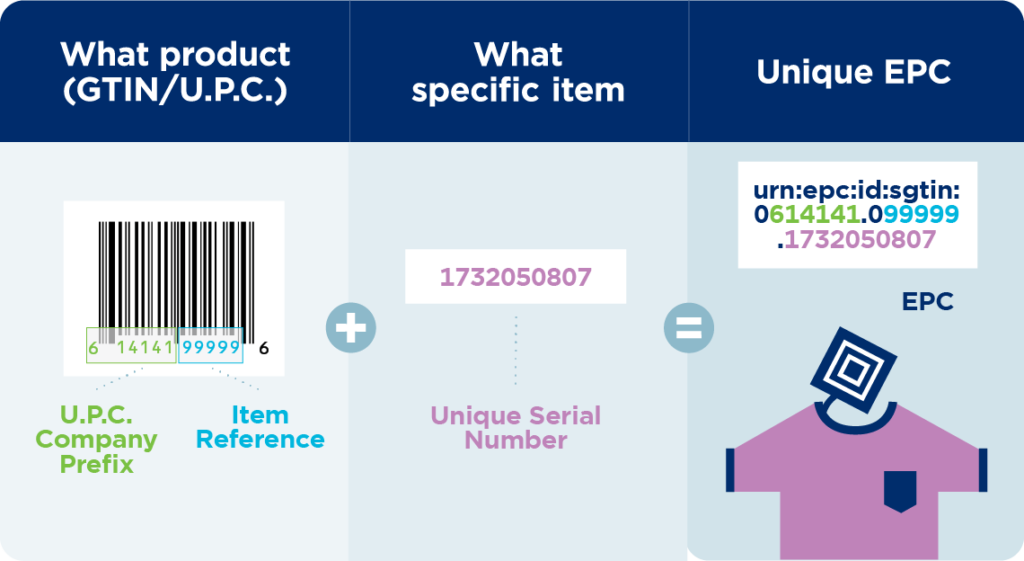
When your existing customer is asking for RFID labels for item identification, in terms of data, you will need to convert the products’ UPC / EAN / GTIN barcode number to an RFID encoding and add a serial number. The combination (barcode number + serial number) is a unique EPC, which is the GS1 term for an RFID-encoded number and stands for Electronic Product Code.
The retail world has traditionally focused on using barcodes to identify the product type (stock keeping unit, aka SKU), for example, a 5 lb bag of flour or a 1 gallon of milk. This is now changing into having a unique identifier for every single item. By adding a serial number to the product label, you don’t just know the product type, but exactly which individual product package it is. This naturally requires that every single serial number is unique. You should always use official RFID tag data standards/numbering schemes.
One term that comes across in the retail mandates is “permalock”. Permalocking the encoded RFID data means that users cannot change the data. RFID tag data can also be “locked”, but locked data can be re-written with a password. Permalocking the tag data is required in most retail mandates.
UPC = EAN = GTIN = barcode number
EPC = GS1 term for RFID-encoded number
EPC or ISO RFID logo is usually required to be printed on the labels to indicate to consumers that the label includes an RFID tag
SGTIN-96 = Encoding scheme that includes GTIN and the serial number. The number 96 refers to the number of bits in the tag chip where the information is encoded
Permalock = RFID encoded data is permanently locked so that users cannot change (re-write) the data
How to Get Started
In short, you can get started with the following steps
Source inlays
Get machinery to insert/laminate RFID inlay on a sticker or a prime label
Add quality control
Find out if encoding is required. If yes, get encoding equipment and data models
Inlay Selection
In some cases, the mandate specifies the type of inlays that can be used. If the inlays are not specified by mandates, often there are de-facto inlays that are being used in particular industries and applications. Inlays specified in the mandates are selected through quality certification processes.
Auburn University ARC certification program works closely with big retailers to establish quality standards and performance requirements for inlays in various applications and environments. Those requirements are defined in requirement Specs maintained by ARC. The ARC program tests inlays against the requirements in the Spec, defining and listing which inlays are approved for that Spec.
Retailers can check which inlay Spec applies to different product categories and which inlays are approved to meet the performance requirements for that Spec.
However, not all retailers use the ARC specifications. Some have in-house specifications and documentation that specify which inlays are accepted.
Most mandates define the dimensions of the finalized RFID labels and specify the performance of the inlays by referring to the ARC categories. Typically there are multiple options for inlays that meet the requirements available. An important consideration is to take the converting machine capabilities into account;
what size rolls can be used in the machine,
what should the roll core diameter be,
should the inlays be cut or uncut,
do you need dry or wet inlays, etc?
These practical considerations may limit the selection of possible inlays and their delivery format.
Other considerations for inlay sourcing may include pricing, delivery terms, and schedules, support availability from the inlay supplier, available quality data of the inlays, etc.
Download the RAIN RFID Tag Buyer’s Guide to learn what to ask from the tag suppliers and what specifications should you consider to make better decisions with tag selection.
Label Approval
Next, you need to figure out the label type required by your customer. There are different types of RFID labels, prime labels, hang tags, and stickers. RFID tags can also be embedded into the product or packaging. In retail, a sticker, which is an RFID label with a simple white facestock, has become a common way to add RFID to products. The retail mandates may also define requirements for the sticker facestock and adhesive materials.
A typical RFID sticker on a product packaging
Next, your customer needs to have the finished label go through an approval process in which the retailer can verify that the labels are encoded properly, contain all the required printed information, and are positioned properly on the product. Auburn University’s ARC program covers the label approval process for most retailers. Not all retailers go through the ARC program, however, they may also have their own internal approval process.
Another term you may run into is GS1 TIPP, which stands for Tagged Item Performance Protocol. In the TIPP approach, instead of testing tags or inlays, the testing is done with the item that is already tagged with RFID. TIPP is used for some mandates in Europe and its use is also increasing in North America, especially for the use of food and pharmaceuticals.
RAIN RFID Production Machinery – Upgrade or invest in new?
RFID inlays are a layer of materials. If a converting machine has an insertion capability or a laminating capability and a die-cut station, those machines can typically also be used for inserting RFID inlays. But there are a few considerations to keep in mind.
For dry inlays that don’t have any material on top of the IC, ESD (electrostatic discharge) protection and tension control should be considered. A common reason for IC malfunction is either too loose or too high tension for the inlay roll. If the roll is too loose, it can slip and break off the IC. If the roll is too tight and there is too much tension, it may crack the IC or IC connection. A proper quality control system is the only way to know if something is going wrong in the process. Real-time visibility of each label’s performance allows adjusting the process parameters as soon as problems are detected, eliminating waste and re-runs. If a machine has some kind of tension control or some kind of ESD protection, typically that also works for RFID. Wet inlays with material protecting the IC and antenna, are well protected against tension and ESD.
The other option is to invest in new RFID-specialized converting machines. This may become an option to consider as you grow your customer base and you need to scale the production. The good news is that there are options and expertise available to help you with your choices.
Need help with your RFID opportunities and challenges? Contact us ›
Add Quality Control
Inlays are not continuous material, which makes position control critical. The inlay must be in a consistent position inside the label, and must not be cut or perforated.
Quality control for RFID labels differs greatly from quality control for traditional labels. Unlike barcodes, which can be verified and checked visually, RF performance cannot be seen. An RFID label that works well usually looks exactly like a label that does not work as specified.
The RF performance of the label needs to be tested to make sure it works within set performance requirements. An RFID tag may be readable, but the performance may not be good enough causing variation in the read range that is not acceptable for the intended use case. Read range is the distance that a tag can be detected with a reader. In other words, a tag may be readable in the production line in close proximity, but may not work when attached to an item and read with a handheld reader from a few meters apart in an inventory count.
Monitoring the performance of the tags is not complicated. It can be done in the production line at full production speeds, checking that every label on the line meets the specified performance requirements. The quality testing system brings visibility into the process, making sure you also catch any issues early on in the production run.
RFID labels can be encoded either inline with encoding equipment integrated into the converting machine, with specialized roll-to-roll encoding machines, or using RFID printers. For large volumes, the ideal would be to encode inline and at high speed. RFID printers can be used as a temporary solution for larger volumes, short-run service bureau jobs and for low- to mid-volume stickers and prime labels that can be accommodated in a printer.
Stay Tuned for the Next Webinar
If you made it through to the end of this post, you might be interested to hear that we are planning a follow-up webinar that will dive deeper into the RFID label converting process. You can help us plan the content and make it more relevant to your needs by sending over any questions or suggestions related to the topic. (email: marketing@voyantic.com)
And make sure you’ll get the webinar invitation by signing up for our email updates →
About the author
Voyantic
Voyantic is a leading provider of testing and encoding systems for the RFID industry. Our solutions are designed to accelerate development, ensure the highest design and manufacturing quality, and ease the adoption of RFID technology.
RAIN RFID technology has been used for location-tracking applications for a long time. But the hype around IoT has given a new boost to companies exploring RAIN RFID’s suitability as a locating technology. In recent IoT tradeshows, our team has had several discussions about using RFID as an indoor locating (RTLS – Real Time Locating System) technology. So we decided to host a webinar to explore the topic further.
This post summarizes the various RFID-based locating approaches covered during the webinar. Check out the webinar recording to also hear case study examples of utilizing RAIN RFID in locating applications and combining RFID with other RTLS technologies. The webinar guest speakers came from Turck Vilant Systems and Kathrein Solutions.
RAIN RFID as Indoor Locating Technology
Reader-based Location
The most common way to establish a location of an item is to base it on the readers. When you have a fixed reader and you know the location of the reader, you can determine the approximate location of a tagged item based on the reader reporting the tag. The location of the item will be within the set reader zone. For many applications, this approach works, for example in sports race timing applications. The reader could be placed also on a doorway to detect movement in and out, providing the room-level location.
Readers at the finishing line detect when the runner’s tag crosses the line.
Tag-based Location
A reversed method for reader-based locating is to have tags in fixed locations and track the reader location based on the fixed tag positions. The benefit of this approach is that tags are cheap. It is feasible to put many tags along known paths, for example, in elevators, trains, conveyors, floor tiles, etc. When the reader passes and “sees” a tag, that’s where you place it on the map.
Tags at fixed locations reveal the reader’s location.
Locating Correct Items
Finding the location of a specific item, where something is, is a very common use case. For example, finding the right part in a warehouse or the right file in a large archive. A new product in the market that helps with this application is an LED tag. To find an item, a hand-held reader sends a select command to the item it is looking for. When a reader “finds” the item it is looking for, the LED on the tag lights up to visually aid the user to locate the item.
The other method is using a “Geiger mode” with a hand-held reader. A reader can be set to show a “getting warmer or getting colder” indication when the reader gets closer to or further away from the item of interest. A sound indication beeping more frequently when the item is closer is often used – hence the method is often labeled as “Geiger counter”.
Reference Location Tags
Another good and common method for locating is to place reference tags in fixed locations where items are stored, for example on shelves and tables, in rooms, and at doorways. When you are doing an inventory with a handheld reader, you are also reading the reference tag in addition to the tags on your items and can determine the location of the items based on the known reference tag location.
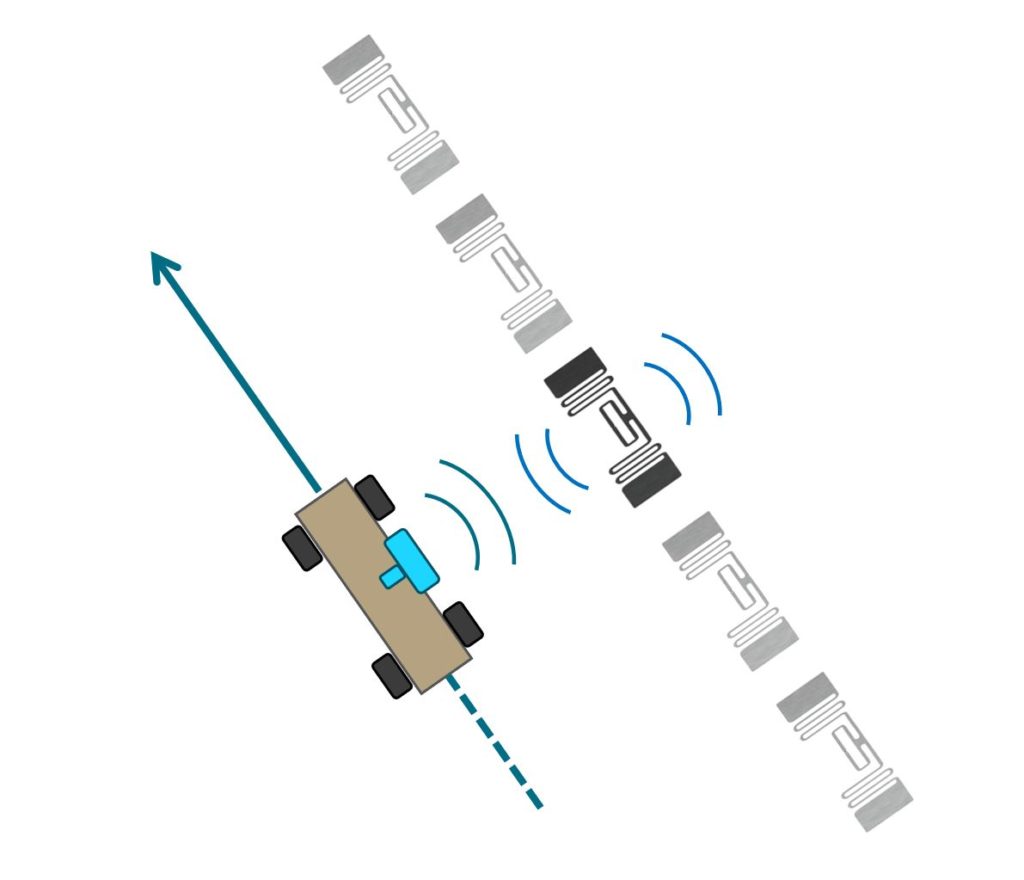
Phased Array
Phased array is a fairly new method for locating RFID tags. This technology has existed for decades, mostly in the radar business. Phased array is a type of antenna consisting of multiple small radiating elements within one antenna housing, where controlling the phase difference of the elements allows the transmit beam to be steered in the desired direction. This allows you to scan your environment in different directions to find the tagged items.
Overhead two-directional phased-array readers are becoming more popular. They allow estimating item locations with a single reader mounted on the ceiling, scanning left, right, back and front. The overhead readers work well when the items are big and the room is fairly empty. Shelves and furniture in the room causing reflections and echoes will have an effect on the accuracy.
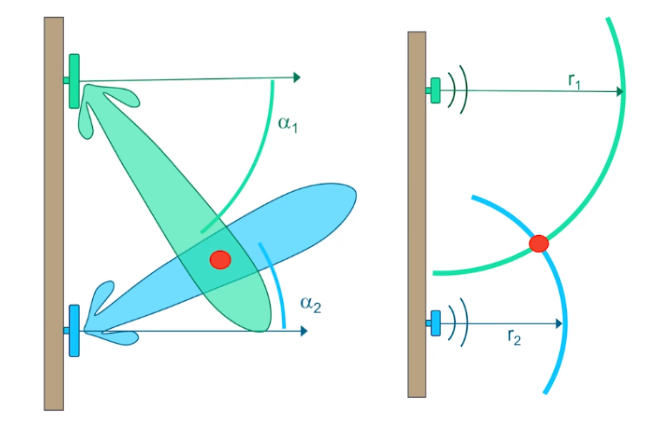
Triangulation
Using two or more horizontal wall-placed scanning phased-array readers enables determining the location with triangulations. You could also determine the location with one phased-array antenna placed on the wall if you know the angle and the distance range to the item. This technique is still rare and relatively expensive.
Range-based triangulation is a more traditional approach, where two or more readers find the item and can estimate the distance of the item from the reader. The distance data can be used to calculate the location of the item. But estimating the distance with RFID is not that simple. Typically in RF, time of flight is used, but with small distances, the time differences are too small for it to work accurately. Using RSSI is also tricky since it only works in one way. If you get a very high RSSI, you know the item is very close. But if you get a low RSSI, the item can be anywhere, far away, or close.
Using directional antenna-based triangulation and range-based triangulation for determining the location.
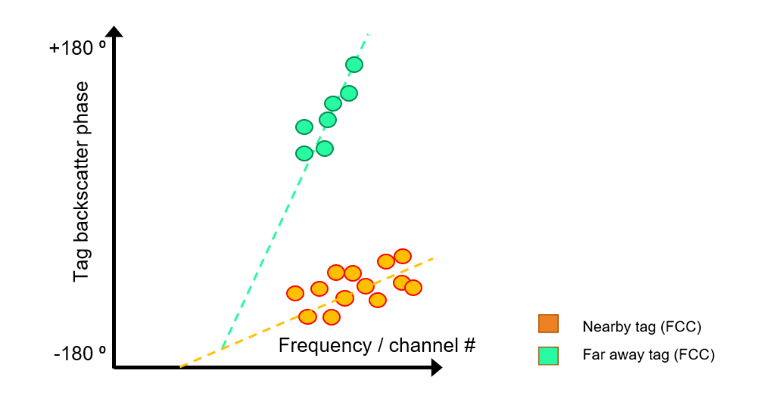
Phase-based Ranging
Phase-based ranging is a technique using backscatter phase measurement. In this method, you pick a channel and get a reply from a tag. The reply always comes at a certain phase. When you take the next channel or move up in frequency, more wavelengths are going to fit in the path from the reader to the tag and back, so the phase will increase. When you go to a higher channel number, the phase goes up (see the below graph). The phase rate of change is relative to distance and can thus be used to calculate the distance of the tag. If the phase grows fast the tag is far away. If the phase grows slowly when you increase in frequency, the tag is much closer. Regional channel regulations cause challenges for this approach, however.
Inventory Robots
Using inventory robot technology for locating items is not very common yet, but it can be a good solution for doing inventory in large retail stores and warehouses, for example. The robot’s location can be tracked accurately with floorplans and rotary encoders, LIDAR, and other technologies. While the robot roams around tirelessly, its antennas can detect tagged items from hundreds of locations on its path. The accurate location of the items can be calculated from those data points in post-processing. This method is optimal when the items don’t move. Luckily the robots do not mind pulling an all-nighter, allowing the inventory rounds to be completed during the night.
In Practice – A Combination
Usually, a combination of methods is the best approach. One RFID tag can be located through any of the methods. Let’s use a hospital as an example:
It may be enough to know that a piece of equipment is in a specific patient room when in use: 🡪 gate readers.
Item stored outside of cabinet can be searched with handheld readers: 🡪 Geiger counter
In the entrance area items a triangulated for preventing stealing: 🡪 triangulation with RSSI and beam antennas
During the webinar, Peter Feldmann from Kathrein covered how a combination of RTLS and RFID technologies is used to locate forklifts in a warehouse.
When to use RAIN RFID as a location-tracking technology?
This post scratched the surface of the different approaches to utilizing RAIN RFID technology for location tracking. Whether RAIN RFID is suitable, as a complementary or main technology, for locating applications depends on the use case and requirements.
One of the clear benefits of RAIN RFID technology is that the tags are relatively low cost, coming in various forms and sizes, making the tagging of also lower-value and small form factor items feasible. One situation where it is smart to explore the potential of RAIN RFID for locating applications is when there is already a RAIN RFID system in place and the locating application could utilize the item data from existing tags and infrastructure.
Voyantic Tagformance system includes an Application Development Suite (ADS). The ADS software is an ideal tool for optimizing RAIN RFID locating systems.
The software package includes tools for determining forward and reverse link power margins with different locating approaches, a tool for optimizing antenna positions, and a tool for detecting phase shift, as well as tools for testing tag populations and interferences.
About the author
Voyantic
Voyantic is a leading provider of testing and encoding systems for the RFID industry. Our solutions are designed to accelerate development, ensure the highest design and manufacturing quality, and ease the adoption of RFID technology.
A couple of months ago, we held a webinar that addressed different environmental standards and durability requirements for RAIN RFID and NFC tags used in challenging conditions. The webinar also covered how tags typically get damaged, how damages in the inlay affect the performance of the tag, and how the durability of the tags can be tested. Our guest expert for this webinar was Richard Aufreiter from HID Global.
In case you missed the webinar and would just like to hear the main points, read on for a short recap and links to more information.
What Breaks an RFID Tag?
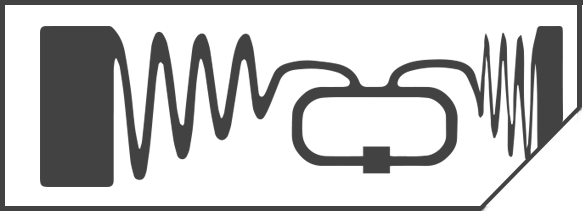
As a starting point for diving into the durability of RFID tags, knowing the RFID tag structure helps understand where the breaking points are and how a typical label tag can get damaged without a protective hard shell.
Typical retail hang tags can be easily bent and damaged.
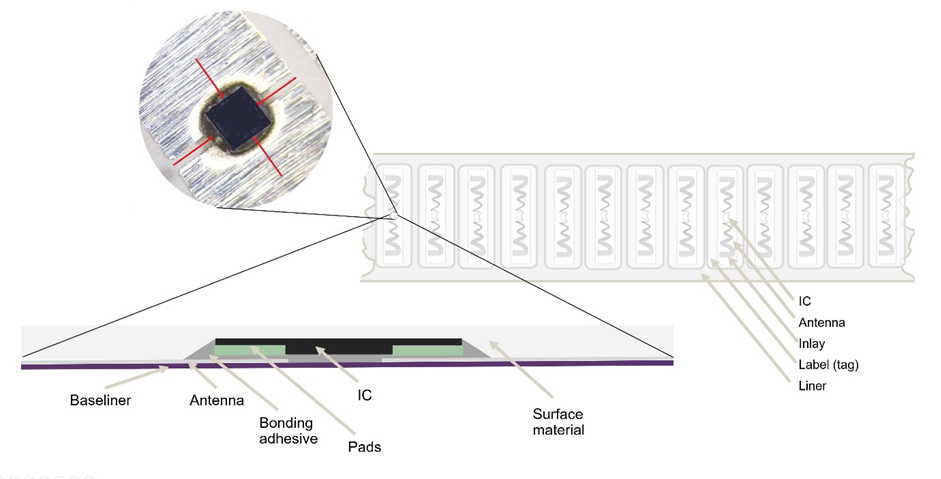
An RFID inlay consists of an IC, an antenna, and the bonding between the IC and the antenna. This inlay structure is what creates the RF performance of the tag and in practice the read range and the reading angles. The rest of the tag components are non-RFID components, e.g., the baseliner, the label surface materials, the hard case, etc.
RFID tag structure
The typical part that has the most effect on the performance, and is also the most likely spot to fail, is the bonding glue between the IC and the antenna. When the tag is bent, it creates stress in the bonding glue and as a result, possible microfractures that can advance gradually in continuous use and deteriorate the tag’s performance also gradually. A damaged tag needs more power to work affecting the read range and causing tags to fail.
Bending and stressing the tags affect the read range of the tags
Tag inlay models have differences in durability and testing is a good way to find the most suitable design for different use cases.
Another reason for a tag to fail is a cracked IC. And when the IC crack, the tag typically stops working completely.
The third component of the RFID inlay, the antenna, can also get damaged. A damaged antenna typically does not completely stop the tag from working, but it affects the tuning and the sensitivity of the tag when the geometry of the antenna changes.
A disfigured antenna
The non-RF components of the tags can also get damaged, but those damages do not typically affect the RF performance if the inlay is still intact. The damages can be cosmetic, for example, damaged print on the label. The attachment of the tag to the item can also get damaged, or the hard case of the tag may break.
RFID Tag Durability Standards in Harsh Environments
Some RFID use cases require the tags to endure harsh environments and handling. Tags may need to endure extreme temperatures, high pressure, impacts, vibration, water, etc. Examples can be found in the typical use cases of logistics, life-cycle, and inventory management, and in various industries, for example, manufacturing, hospitality, healthcare, logistics, aviation, etc.
During the webinar, Richard introduced various challenging environments, applicable standards, and testing methods for those environments. There are not necessarily standards available for all the different environments and use cases, but the suitability of the tag for the specific challenging environment should be verified with testing, nevertheless.
The typical RFID use cases for harsh industrial environments include logistics, maintenance, life cycle management, and inventory, both indoor and outdoor. Things like washing, exposure to chemicals, potential impacts, and extreme temperatures make these environments challenging.
Below, I listed the environmental standards covered in the webinar. Not every use case or environment has a dedicated certification or a standard, but the unique requirements posed by the environment should always be considered.
Yard Management in Rugged Environments
Items kept in stock need to be identified to make sure you have accurate inventory and to verify you take the right items. The tags may need to endure vibration, impact, and pressure when tagged equipment is being moved and may hit other objects in the process. Tagged items may include things like drilling pipes, shipping containers, and other heavy objects.
Vibration durability can be tested with a rattling table. Testing makes sure there are no parts inside the tag that get loose or damaged the chip or the antenna or break the housing of the tag. Pressure is also tested to make sure the housing doesn’t break. Metal housing can make the tag highly impact resistant.
Impact Resistance: IK rating defined in EN62262, measured in Joule
Explosive environments
Explosive environments can be found, for example, in the oil and gas industry and the mining industry. In explosive conditions, tags need to be safe to use and should not cause an explosion due to overheating.
There are two certifications that apply to explosive environments:
ATEX (European)
IECEx (global)
ATEX defines zones based on how explosive the environment is and what the tag needs to endure. Both certifications are more relevant for devices that are powered and not so much for passive tags.
Extreme Temperature Environments
An example of an extremely cold environment can be found in healthcare, where medical sample vials may be stored in liquid nitrogen. If you want to tag the vials with RFID, the tags must withstand that same temperature and also be readable.
On the other end of the spectrum is flame resistance. One example use case Richard mentioned during the webinar was a tag designed to be used in an aircraft engine. A flame-resistant tag will not ignite when hit by a flame and will not burn by itself after the flame is removed.
Applicable Standard for Testing:
UL94 HB = IEC 60695-11-10 (former ISO 1210)
Washing Environments
Washing is a very common use case. There are different levels of washing resistance. Tags need to endure anything from a splash of water to long-term underwater submerging and high-pressure power washing. The IP rating developed by the IEC defines the level of water resistance depending on the use case need.
Relevant ratings:
IP 66, 67, 68, and IP69K for power washing
Chemical Exposure Environment
Chemical exposure resistance also starts with waterproofness, but tags need to also endure the effects of chemicals, for example, detergents in laundry applications or sterilization in the healthcare environment. The standards for laundry are not RFID specific but they ensure that tags on textiles are safe to be used and do not pose a health risk.
Relevant Standards:
Laundry Testing / Tags on Clothing
ISO 15797 for the workwear washing process
OEKO-Tex® for certifying there are no harmful substances for human health
Medical healthcare environment
MR – using a tag inside a magnetic resonance inspector with strong magnetic fields. The antenna cannot cause any sparks.
UV Resistance
Some plastic materials are sensitive to UV light. UV exposure from the sun and other light sources can lead to discoloration and hardening of the plastic. UV resistance can be tested in accelerated weathering tests where the item is put under extremely strong UV light that simulates a longer time frame in the real environment.
Relevant standard:
ISO 4892-2 (Weathering)
Learn more from the webinar
One of the key takeaways from the webinar is to understand the use case and the unique factors that determine which tag is optimal for the application – defining the tag frequency (LF, HF, UHF), IC capabilities, and the tag fixing options.
Check out the webinar recording for a handy reference on the main characteristic of different RFID technologies, and example use cases with different tag types. During the webinar, we also covered tag durability testing method examples from the Aerospace and the tire industry.
About the author
Voyantic
Voyantic is a leading provider of testing and encoding systems for the RFID industry. Our solutions are designed to accelerate development, ensure the highest design and manufacturing quality, and ease the adoption of RFID technology.
Last year, we teamed up with TSC Printronix Auto ID and started a webinar series designed for barcode professionals, who are considering expanding their offering to RAIN RFID labels, or who already are at the beginning of that journey. With TSC Printronix Auto ID we saw the need for education as more and more barcode label customers are looking for RFID solutions.
In the first webinar, What a barcode professional needs to know about RAIN RFID Label and Tag Data, we started from the basics: what are the key aspects of RAIN RFID technology and data, how does RAIN RFID actually work, what are the system components, and most importantly, where can you find more information.
The second part of the webinar series, What a Barcode Professional Needs to Know about the RAIN RFID Encoding Processes, focused on the practicalities of the RAIN RFID encoding process, equipment, and alternatives.
In the third webinar, What a Barcode professional needs to know about RAIN RFID label selection and sourcing, scheduled for February 10th, we will cover the most important considerations related to label selection and sourcing process including label specifications, supplier selection, delivery format, handling, and other issues.
Here are my main takeaways from the first two webinars in the series.
Key Takeaways from Part 1
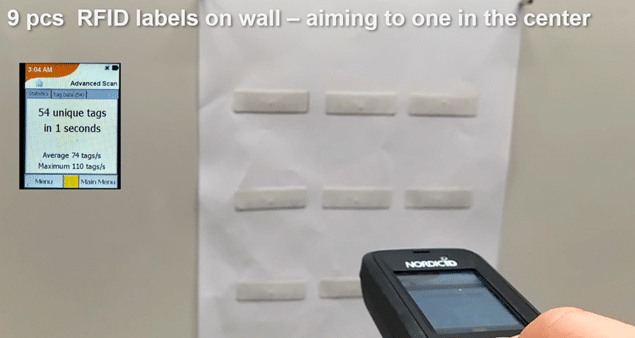
It is crucial to understand filtering in the context of RFID systems
The nature of RF signals means that they can go through walls and various other materials. A RAIN RFID reader can read a large number of tags simultaneously and without a line of sight, which is, in comparison, required for reading barcodes. For example, when you are inventorying tagged items in storage, your system could be reading tags behind a wall that should not be included in your inventory. Setting up tag filtering correctly ensures that your application works accurately, and that requires following proper data encoding processes.
There are 9 RFID tags on the wall, but the reader found 54 tags.
There is no “one size fits for all” RAIN tag
What do you need to know about RAIN RFID tags when looking for a tag for your customer? The difference between a barcode label and an RFID label is that the RFID label includes an IC (microchip) and an antenna. Together the IC and the antenna make up an RFID inlay. There are lots of different IC models out there and the type of IC defines what kind of and how much data can be encoded in the tag. The antenna model defines how far the label can be read. Knowing your solution requirements, physical factors such as the label size and item materials, and use cases and data requirements are necessary for finding the best tag for your solution.
Do not use a proprietary numbering system
Keeping the importance of filtering in mind, it is crucial to understand the basics of RAIN RFID encoding systems, i.e., how you are putting data into a tag. There are three data standard families available for RAIN RFID tag encoding
Following one of the established data standards ensures there won’t be issues with tag filtering (and application errors) along the road.
The fourth option is to use your own proprietary encoding systems – Please do not do it! Or if you do, you need to “wrap” your system within the ISO standard or the RAIN numbering system.
Selecting the data standard to use often depends on your customer or the industry you are operating in. Some customers may mandate that you use a specific standard, and many industries have a mandated or de-facto standard in use to ensure interoperability.
Above are my key learnings of Part 1, but many more topics and details were discussed. Watch the webinar to learn more about each of the data standard families, including the structure of the different numbering systems and example use cases, as well as the basics of data security. Webinar part two dives deeper into the standard selection process and the specific advantages of the different standards.
Key Takeaways from Part 2
Label Manufacturing Process
The label manufacturing process includes three steps. In the first step, the IC is attached to the antenna, creating an inlay. In the second step, the inlays are converted in a common backing material called a liner, creating a blank label. In the third step, data is printed on and encoded into the label, creating a finished label.
The suitable type of encoding equipment depends on the volume of tags that need to be encoded. The more sophisticated machines that can process high volumes at high speed naturally come with a higher cost.
An RFID reader can be used as an encoder but it is not an efficient permanent solution.
An RFID printer is purpose-built for encoding and is best suitable for small rolls and batches. They can be affordable and process up to some thousands of labels per hour.
High throughput personalization machines can take in larger rolls and process up to one hundred thousand tags per hour, but they also come with a higher cost.
And finally, encoding can also be integrated into product production or packaging lines.
Watch the webinar recording to dive deeper into the IC selection factors, encoding process steps, RAIN tag memory details, as well as tag locking and passwords – ensuring the right data is encoded in the right way.
The Personalization Process
The personalization process includes both printing data on the label and encoding the tags. The printed data can be the same data that’s in the RFID tag or include additional information.
High throughput personalization lines often process labels in successive stations. Combining the print and encoding in a high-speed personalization process requires accurate triggering for all the steps and making sure the stations match the process flow.
An example of personalization stations in a high throughput personalization process.
Using an RFID printer for personalization is a good option for smaller-scale projects. An RFID printer prints the barcode and other designed details on the label as well as encodes and verifies the RAIN tag data.