Ensure Future Growth – Upgrade your Tagsurance® 3 system to version 4.x
Jun 11, 2026
RFID production environments are evolving fast. Increasing volumes, tighter quality requirements, and rising expectations for real-time visibility are reshaping how production systems are evaluated and selected. For many manufacturers, the question is no longer whether their current system works but whether it supports efficient operations today and can adapt to what comes next.
Since its launch, the Tagsurance 3 system has established itself as the industry standard for RFID performance testing and quality assurance in production environments. While version 3.x has proven to be a reliable and widely adopted platform, the latest Tagsurance 3 version 4.x introduces new value by extending the system beyond testing into a more connected, efficient, and future-ready solution.

A platform built to support future innovation
One of the key reasons to upgrade is long-term viability. Tagsurance 3 version 4.x is built on a redesigned system architecture that enables continuous development and extension of system capabilities.
All new features and enhancements will be developed exclusively for this platform, ensuring that your system continues to evolve as production demands change. While earlier versions will remain supported, they will not receive new functionality. As a result, upgrading to version 4.x provides access to ongoing innovation and will deliver more value over time.
Latest features released for version 4.x include:
- High-speed inline encoding, reducing the need for separate systems and simplifying production setups. Reliable during extended production runs and even at high converting machine speeds. The feature is available as an optional license and can be added easily when needed. Read more: Voyantic introduces reliable high-speed encoding into RAIN RFID converting and other machines with the Tagsurance® 3 system
- Easier product changeovers. The latest feature enables trigger positioning to be defined directly at the recipe level. Read more and watch the demo: Tagsurance® 3 update: Recipe-Based Trigger Positioning – Easier Operations and Reduced Risks for Error
- Advanced label replacement, ensuring that recorded data always matches what is actually delivered. Read more and watch the demo: Advanced Label Replacement with Tagsurance® 3
- Improved lot data export, providing real-time production data during test runs. Read more and watch the demo: Feature Update: Improved Lot Data Export During Test Runs
Designed for Connected Production Environments
Connectivity is becoming a core requirement in industrial systems. Version 4.x is built for secure online operation, unlocking the path for cloud-based enterprise capabilities, such as centralized system management, and smoother integration with modern production environments.
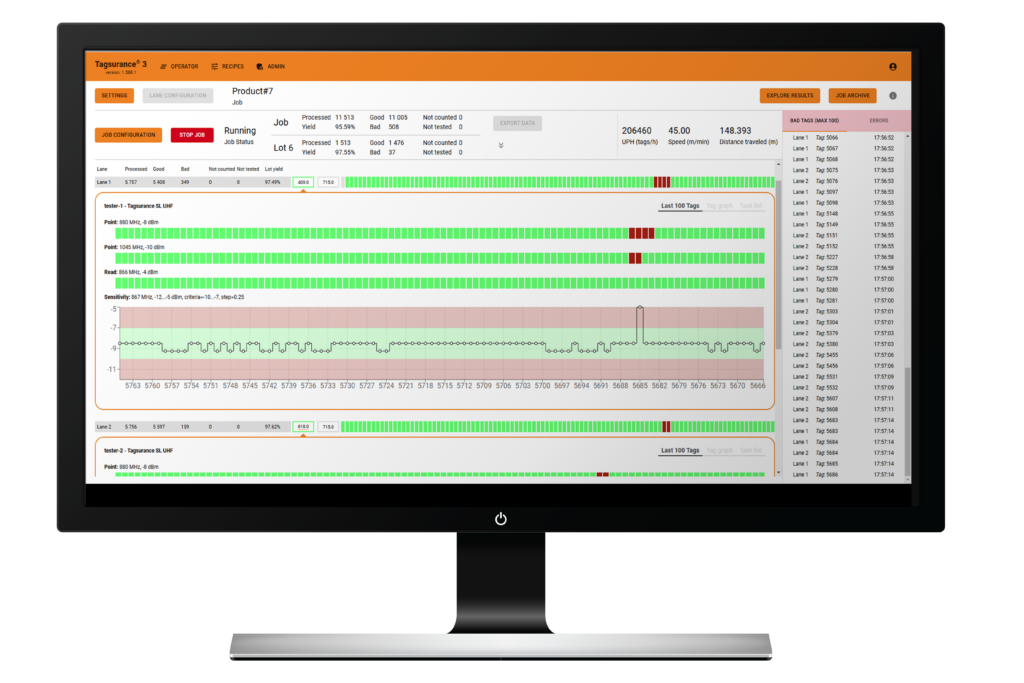
With secure connectivity, operators and engineers can monitor production remotely, gaining real-time visibility into system status, quality performance, and overall efficiency. Production data is also no longer tied to a single machine or location, but the cloud connectivity will enable the data to be collected and combined for further production insights.
Practical cloud capabilities and benefits available already today:
Improved Usability with Browser-Based Access
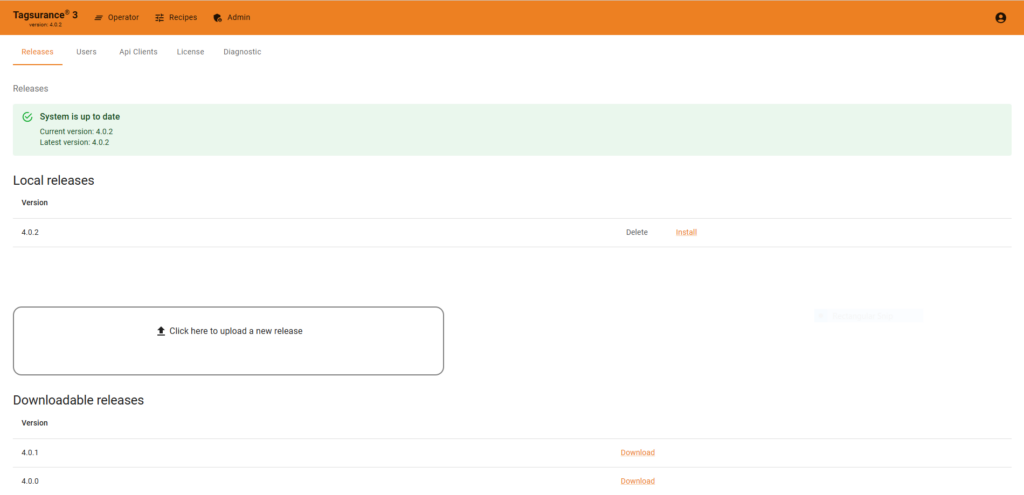
Version 4.x introduces a fully browser-based user interface, allowing the system to be operated without installing separate software or switching between different tools. Users can access the system from any connected computer, making it easier to manage operations across teams and production sites.
Faster support and less downtime
Tagsurance 3 version 4.x enables diagnostic data to be shared directly with Voyantic support. This allows faster troubleshooting and quicker resolution of issues when they arise. At the same time, system management is simplified through a browser-based admin panel. Licensing, system configuration, and user access can all be managed in one place, providing better visibility and reducing manual effort.
Read more and watch the demo: Tagsurance® 3 Online Connectivity Improves Usability and Maintenance
Seamless transition with full compatibility
Upgrading production systems often raises concerns about disruption. However, Tagsurance 3 version 4.x is designed to ensure a smooth transition. Existing APIs and recipes remain fully compatible, meaning that integrations and workflows can continue without changes. In practice, upgrading focuses on modernizing core system components while keeping the rest of the production setup intact.

Download the system catalog to explore all technical specifications
👉 If you would like to learn more or receive a quotation, contact your local Voyantic distributor or reach out to us at sales@voyantic.com.