I am Sales Director at Voyantic. I have over 15 years of experience from the RFID industry in Europe and the USA. I have two master's degrees: in industrial engineering and in marketing, and two patents in auto-ID technology. I am actively participating in RAIN RFID alliance activities.
Voyantic is mostly working with RFID technology providers. But I still discuss regularly with RAIN RFID users about their projects and challenges they have seen.
missing reads
stray reads
occasional faulty tags or readers
after a small change something doesn’t work anymore
and so on
The smaller technical issues often have a root cause in approach to RAIN RFID, especially how it is treated from a continuous improvement point of view. Sometimes (often) RAIN RFID is seen as a one-off IT project. The initial implementation often is an IT project, but when the system is taken into use, the project should not just be signed as complete, but it should be transitioned to the relevant operational organization and under continuous improvement. From this point of RFID has its own particulars.
Already in the implementation project, the continuous use should be taken into account. During the project, it is important to establish the specifications:
specify the tags including
performance
quality
tagging
specify the readers
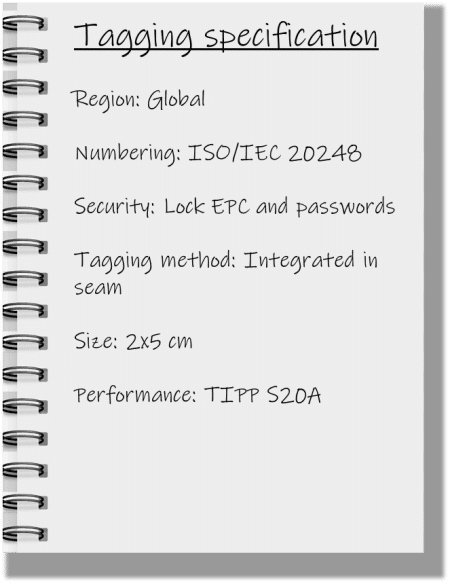
Create a Tag Specification for Your RAIN RFID System
When specifying, use standards such as GS1 TIPP, or other methods to specify the performance. An unfortunately common way is to specify a tag or reader model. With a rapidly developing technology such as RFID, tying systems into specific component models is not the best long term approach.
Example of a tagging specification; what elements a specification should contain
This specification is the cornerstone of continuous improvement.
Establish Continuous Improvement and Problem-solving Practices
In several discussions, I have shared a version of a below continuous improvement outline. Let’s build the model step by step to see what it means in RAIN RFID use.
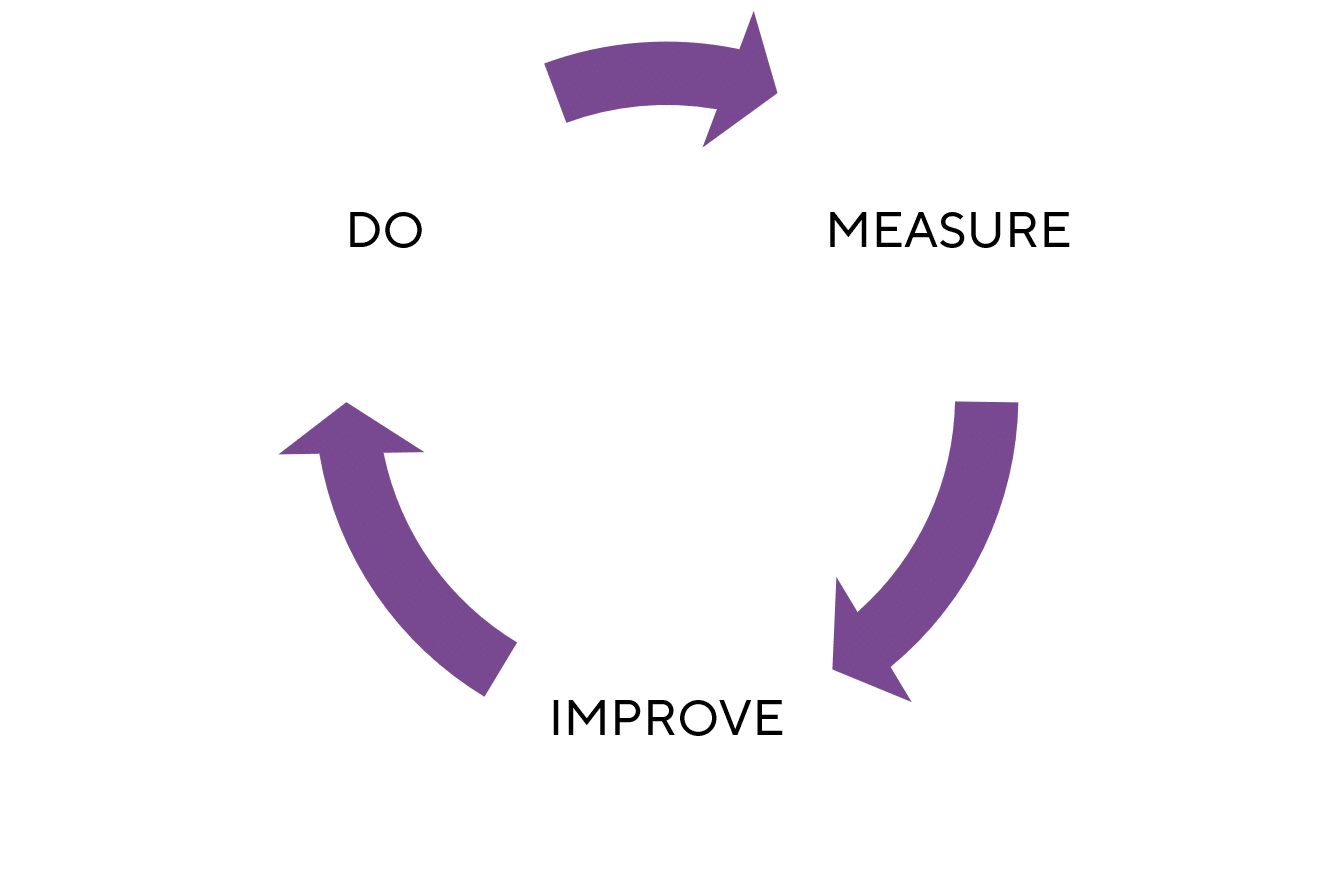
Let’s start with the basic: Do, Measure, Improve cycle.
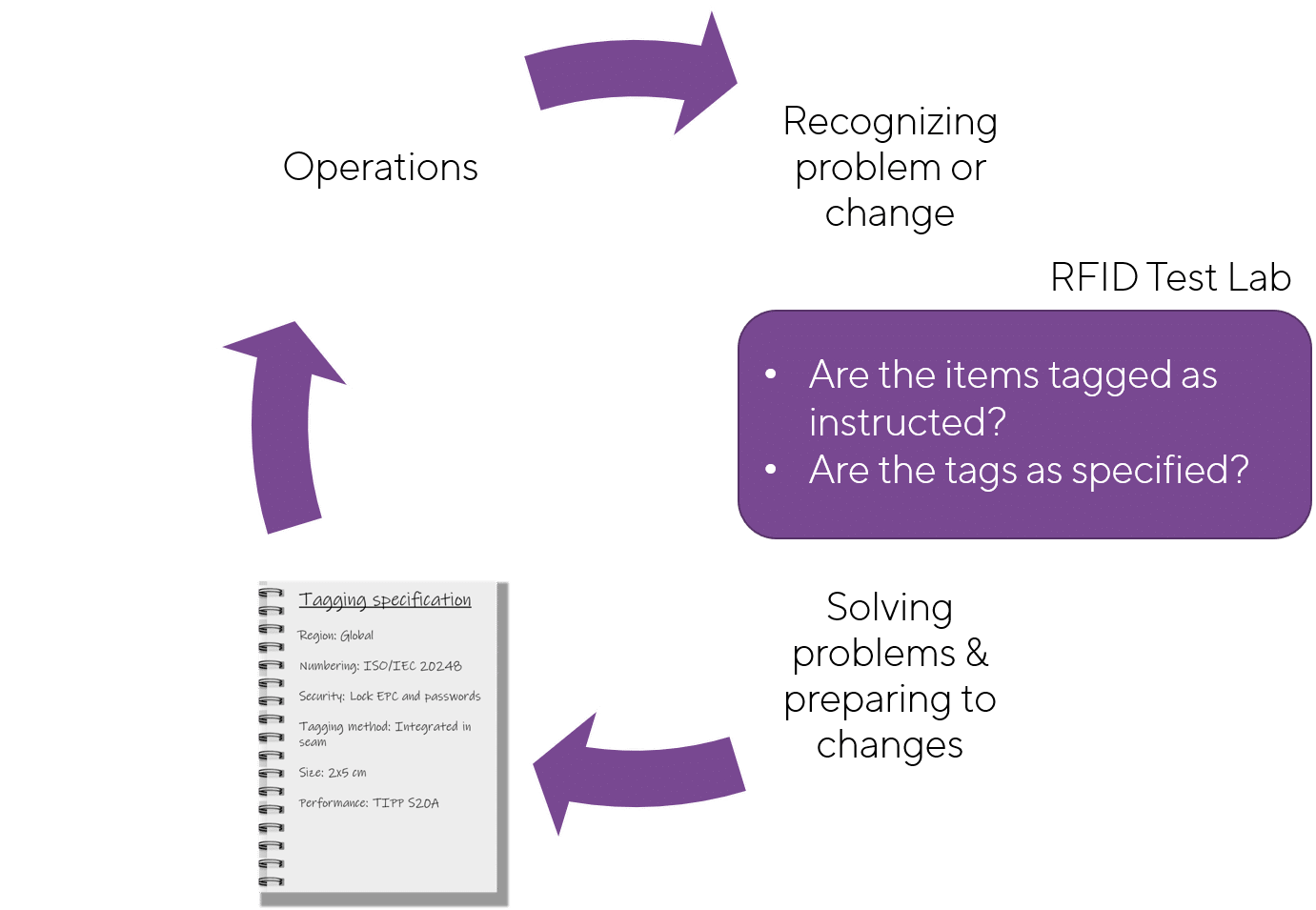
When this is translated into the world of RAIN RFID use, the elements could be described as in below picture. The specification is the cornerstone of the continuous improvement cycle.
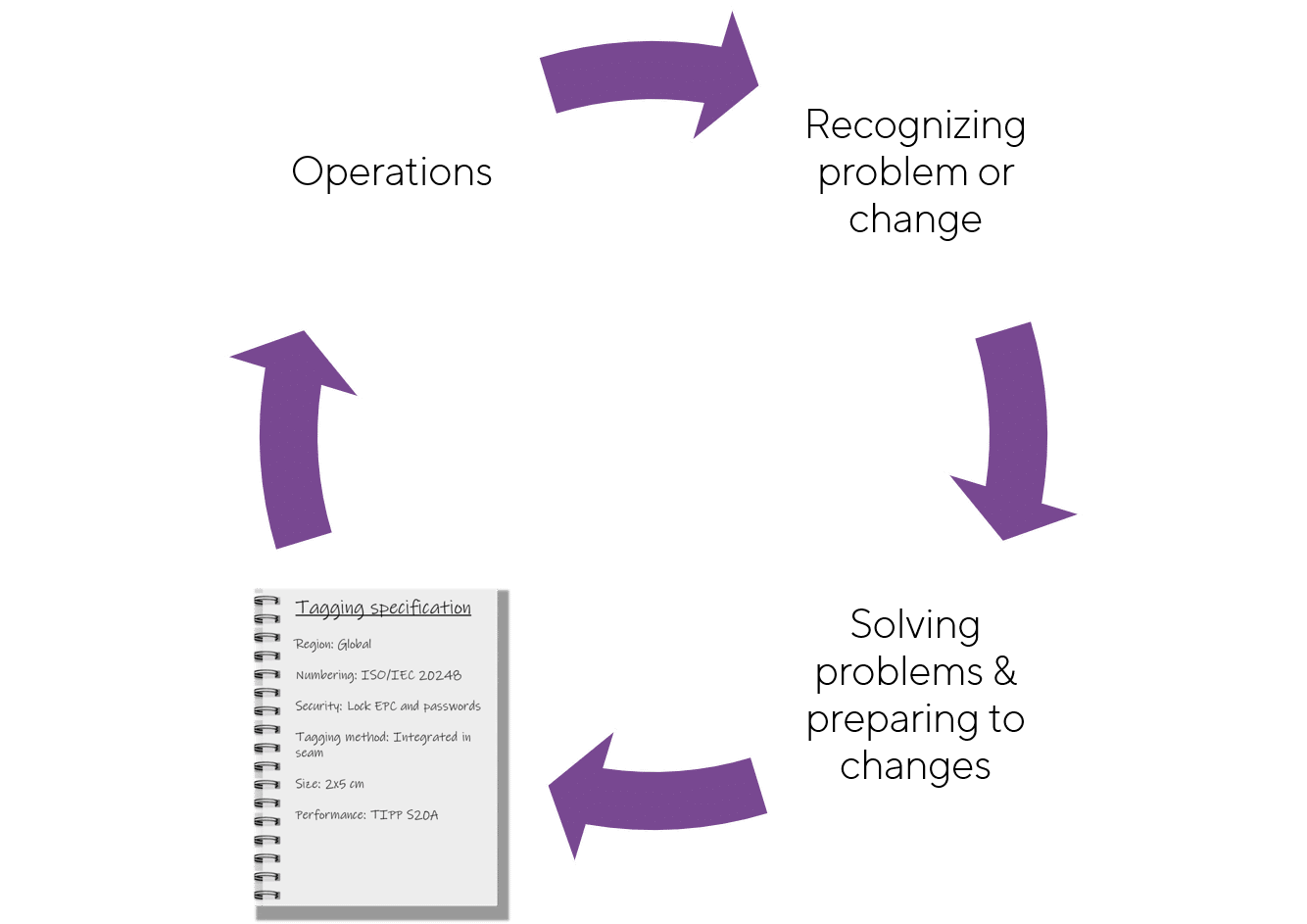
Next, let’s add some details:
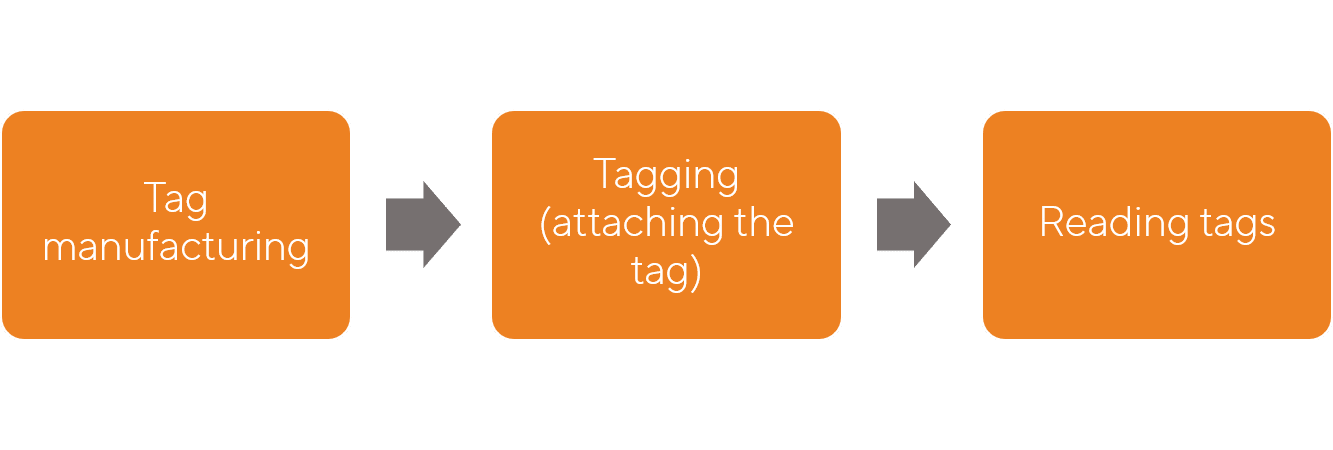
Operations refers in this case to the RFID related operations. In-house operations related to RAIN RFID are reading the tags and possibly writing the tags, And then depending on the make or buy decisions, items are tagged, and someone is manufacturing the tags. All of these actions should be based on the specification: What are the tag requirements, how the items are tagged, how the tags are read.
When any system is used long enough, something changes. These changes should be reflected as changes in the specifications.
The changes and problems can be noticed reactively, that is: User notices that something is wrong, for example, missing reads in inventory counting, and reports the issue through proper channels.
The changes can be recognized proactively: There can be various checkpoints in the process and change implementations. Tagged items can be randomly tested; tags can be tested, new tag suppliers can be evaluated, etc.
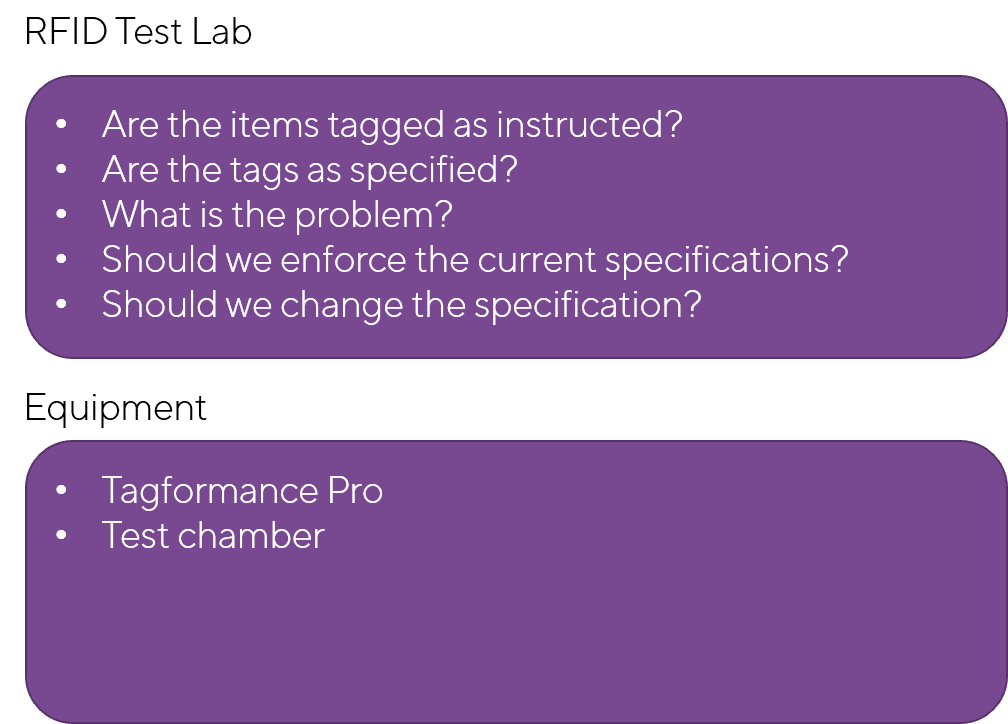
If a proactive approach is used, suitable test methods need to be applied. The right approach is to have an in-house RFID test lab.
The same RFID test lab can also be used in problem-solving.
Implementing continuous improvement processes during the RAIN RFID implementation project helps to get the most out of the technology and investment. Transferring the RAIN RFID solution with development practices from project organization to operations ensures successful long term RAIN RFID use.
If you would like to discuss your RFID implementation or learn more about possibilities to set up an RFID lab, please contact Voyantic and request an online demo.
Smoos started his RFID business in 2002. Currently, he manages METAG's daily activities to promote RFID measurement and testing solutions as a Voyantic distributor in Taiwan. In the meanwhile, Smoos also handles Voyantic business in Asia-Pacific region as APAC Director since 2014.
Recent developments in RAIN RFID technology, markets, and global regulations have made the RAIN RFID an even more interesting technology. I believe that with the RAIN RFID a traditional industry such as tool manufacturing can join the digital revolution. In this blog, I will explain why it is a good time for the tool industry to adopt the RAIN RFID technology and how to get started.
RAIN is a brand name for passive UHF RFID technology based on GS1 EPC Gen2/ISO 18000-63 standard
RAIN Is Ready
In 2006, IR DSRC defeated RFID technology and was chosen for the Electronic Toll Collection (ETC) System in Taiwan’s freeways. Six years later, in 2012, Taiwan’s ETC system was migrated from IR DSRC to UHF RFID technology, which transferred the freeways tolling system from a flat-rate and barrier-based to a distance-based and multi-lane free-flow on all of Taiwan’s freeways. ETC application is an example of how the market will correct technology selection with time. The tool industry is now facing a similar choice as ETC in 2006. Let’s hope the right technology is chosen from the beginning.
I started to see some companies providing tool management solutions with UHF RFID technology back to 2010. Frankly speaking, I was in doubt at that time if the market would value such a solution. The cost of adding an RFID tag on each tool was not cheap. Also, having a tag recklessly attached or glued on tools seems inappropriate and not professional as the tag protruded on tools’ surface may affect the tool’s usage and cause potential danger to tool users. More importantly, I did not see UHF RFID was ready for tools management in terms of technology maturity then.
Around 2015, Stanley Black & Decker launched tool management solutions aimed at minimizing the effects of FOD (Foreign Object Damage) and ensuring the right tools are in the right places at the right time. This kind of tool management solution is quite attractive in industries like aerospace, transportation, healthcare, manufacturing, and construction. Though barcode is one of the most widely used methods of tools tracking in today’s market, RAIN technology has many advantages over the barcode. For instance, RAIN enabled tools can be read without a direct line of sight even when the tools are covered with dirt or grease. And multiple RAIN enabled tools can be read at once when they are inside a box or bag. RFID Detection Bag is a good use case.
More importantly, more and more tag suppliers are starting to provide RAIN tags for metallic product applications, like industrial tools or surgical tools. Confidex, Omni-ID, Murata, Xerafy, and Etagsys are examples. Some of them can offer customized RAIN tag for the market. This indicates that the RAIN tag industry is ready to serve the tool manufacturing industry.
Built-in RAIN RFID as Part of Product
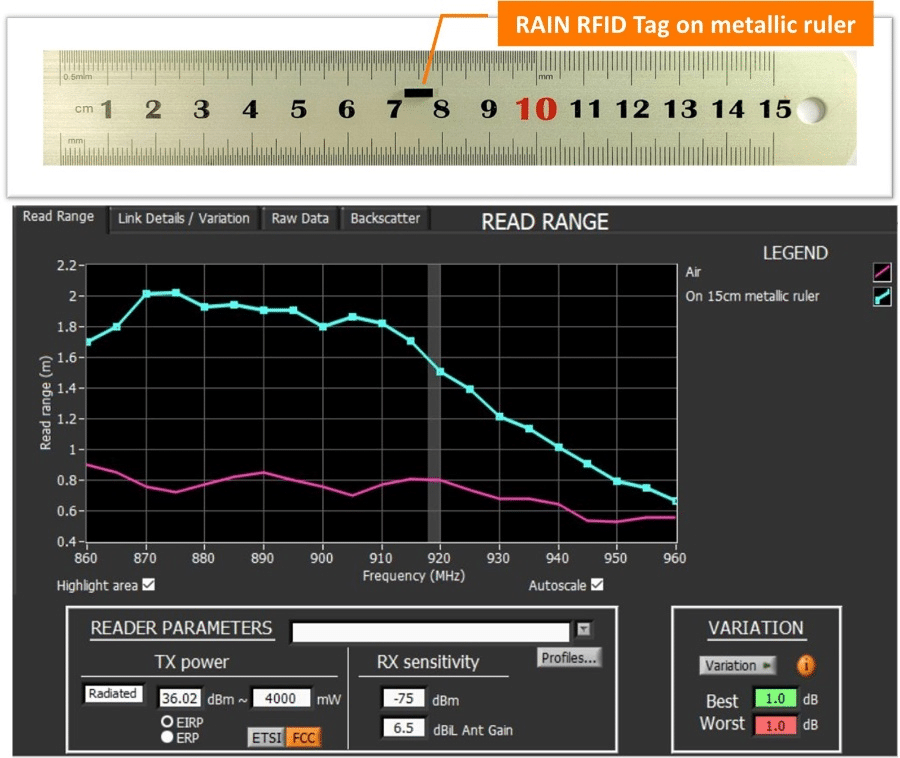
Using the tools’ metallic surface as an extension of the tag antenna to enhance RAIN RFID read range. A quite high percentage of tools are made of metallic materials, which normally play a negative impact on RAIN RFID performance. The below picture shows a RAIN RFID tag’s (6mmx2mmx2mm) read range when it is measured on air and attached on a metallic surface.
This tag is designed to cover Lower ETSI and FCC bands (865MHz – 930MHz). At the frequency around 920MHz, the tag read range is 0.8 meters when measured on air. If we put the same tag on a 15cm metallic ruler, just like the metallic surface of tools, the read range increases almost 100% to around 1.6 meters.
Tiny RAIN Tag measured on air and metallic surface, 4W EIRP with receiver sensitivity of -75dBm
An innovative tag antenna engineer should think about how to integrate the tag antenna into the tools and turn the challenges of metal into the advantages. Besides, instead of labeling or patching tags on tools after they were produced, embedding RAIN RFID tag into tools in design and production stages not only enables seamless tracking of each tool from the factory to the consumer, but it can also prevent people from removing RAIN tag easily.
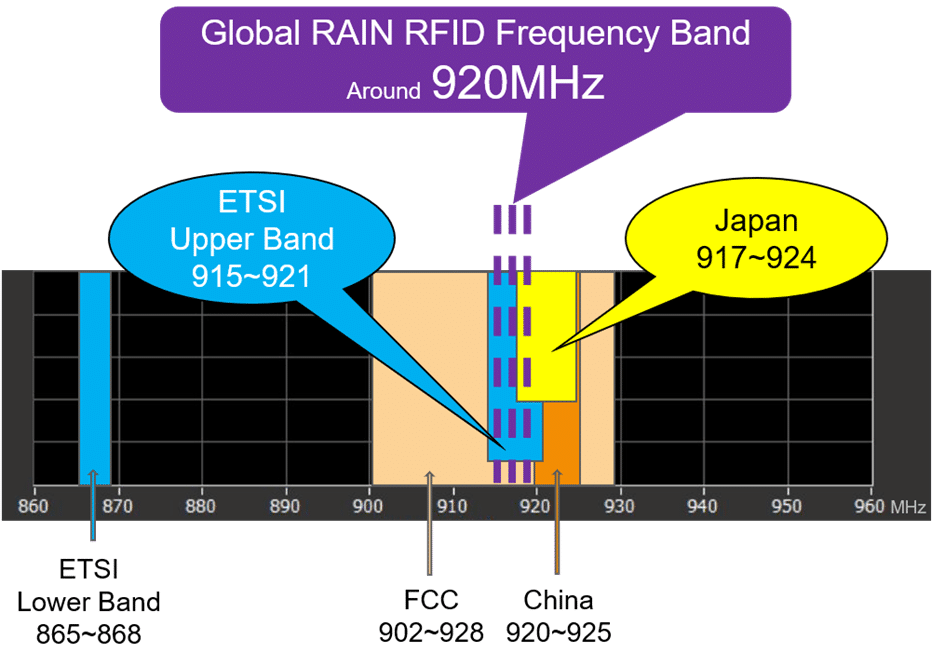
Global Regulations
We know different countries have different regulations for RAIN RFID frequency bands. The good news is that Japan had migrated its RAIN RFID frequency band down to 917MHz – 924MHz in 2012. And the European Commission decided to add a new frequency band, Upper ETSI_915MHz – 921MHz, in 2018. By the time of writing this article, about 20 countries in Europe have adopted at least part of the Upper ETSI frequency band for RAIN RFID application. This means that sooner or later, we are going to have a global RAIN RFID frequency band which is allocated around 920MHz. What does it mean for the tool and RAIN RFID industries once the global frequency is widely adopted?
Global frequency simplifies the production of RAIN RFID enabled tools/items. The same RAIN RFID enabled tools can be used and sold worldwide. This will help to scale up production and reduce the cost.
This opens the possibility to optimize tag performance for the narrow frequency band tag around 920MHz. Either tags can be made smaller, or longer read ranges can be achieved, read more from Voyantic CTO Dr. Jesse Tuominen’s blog. Though the variation in the RF performance has a larger impact on read ranges of a narrowband tag than on a broadband tag, fortunately, Voyantic’s Tagsurance UHF has proved to be a great solution in tackling this challenge.
Global standards’ frequency range
No doubt, RAIN RFID provides much superior performance and potential capability compared to the barcode. However, the initial investment of adopting RAIN RFID technology is still more expensive. And it is true that RAIN RFID is not going to replace the barcodes entirely. In some use cases, the combination of RAIN RFID and barcode can be the optimal solution. But I want to point out: after a decade of market development, technology advancement, the cost decrease of RAIN components plus the global regulation change, RAIN RFID is now a feasible solution for the tool industry.
Benefits of RAIN Enabled Tools Management
I recently visited some tool manufacturing companies in Taichung and asked them what are the major problems that the tool users are facing. Their answers include lost, stolen, and misplaced tools. To be honest, I am a little bit surprised by such answers, but it again explains the importance of tool management. RAIN RFID is the ideal solution to reduce the pain points and inefficiencies. From the tool user point of view, RAIN RFID together with other IoT technologies can enhance tool management, for example:
Locating and tracking tools become easier
Improve security and avoid internal/external thefts
Increase tools utilization and availability due to full visibility
Minimize the effects of FOD
Enhance automation of alerts and reports
Eliminate human error and increase management data accuracy
Reduce total cost of ownership of tools
The demand for better tool management is apparent, and the market is huge and worldwide. The traditional tool companies surely need to think about how to take this demand as an opportunity and reinvent themselves with RAIN RFID. From my view, tool companies can gain invaluable business advantages if they successfully embrace RAIN RFID into their businesses:
Differentiate the product from the competition. This is an especially good opportunity for small and medium-sized tool companies to transform themselves from purely manufacturing to IT-driven business.
Sell more higher-value products than tools, for example, smart carry cases, smart drawers, and tools management software.
Facilitate sales if the IT system is well designed and developed. Then the customer can check data from smartphone and place order, for instance:
Data shows XX2 and XX5 are used over 90% of the time, click here and order both.
Data shows XX4 has not been seen in a month, click here and order a new.
Every RAIN enabled tool has a unique identification number which can be utilized for anti-counterfeiting and supply chain management from manufacturing to customer.
I am sure there are many more benefits that RAIN RFID can contribute to the tools management applications. I will leave some room for the imagination of the readers. Now let me briefly describe how to implement the RAIN RFID tracking system. There are some possible ways to carry out:
Tool company makes the whole solution in-house, including the IT system development and tag antenna design.
Tool company outsources RAIN RFID part to several different professional suppliers who provide software development, tag antenna design, and other components independently.
Or tool company cooperates with an RFID solution provider to cover all RAIN RFID related tasks.
Software company develops and sells tool management solutions to end-users.
It does not matter how the tool management solution is built; the performance and the tuning of RAIN enabled tools need to be carefully tested. Otherwise, the readability would be a big issue. And it is necessary to remind new players that commercial UHF reader is unable to verify RAIN RFID performance. After all, the reader is designed for the application, not for tag design and production quality control. SAG’s story in Taichung Taiwan will explain why it is important to utilize the right testing equipment in the R&D and the production line.
GS1 TIPP
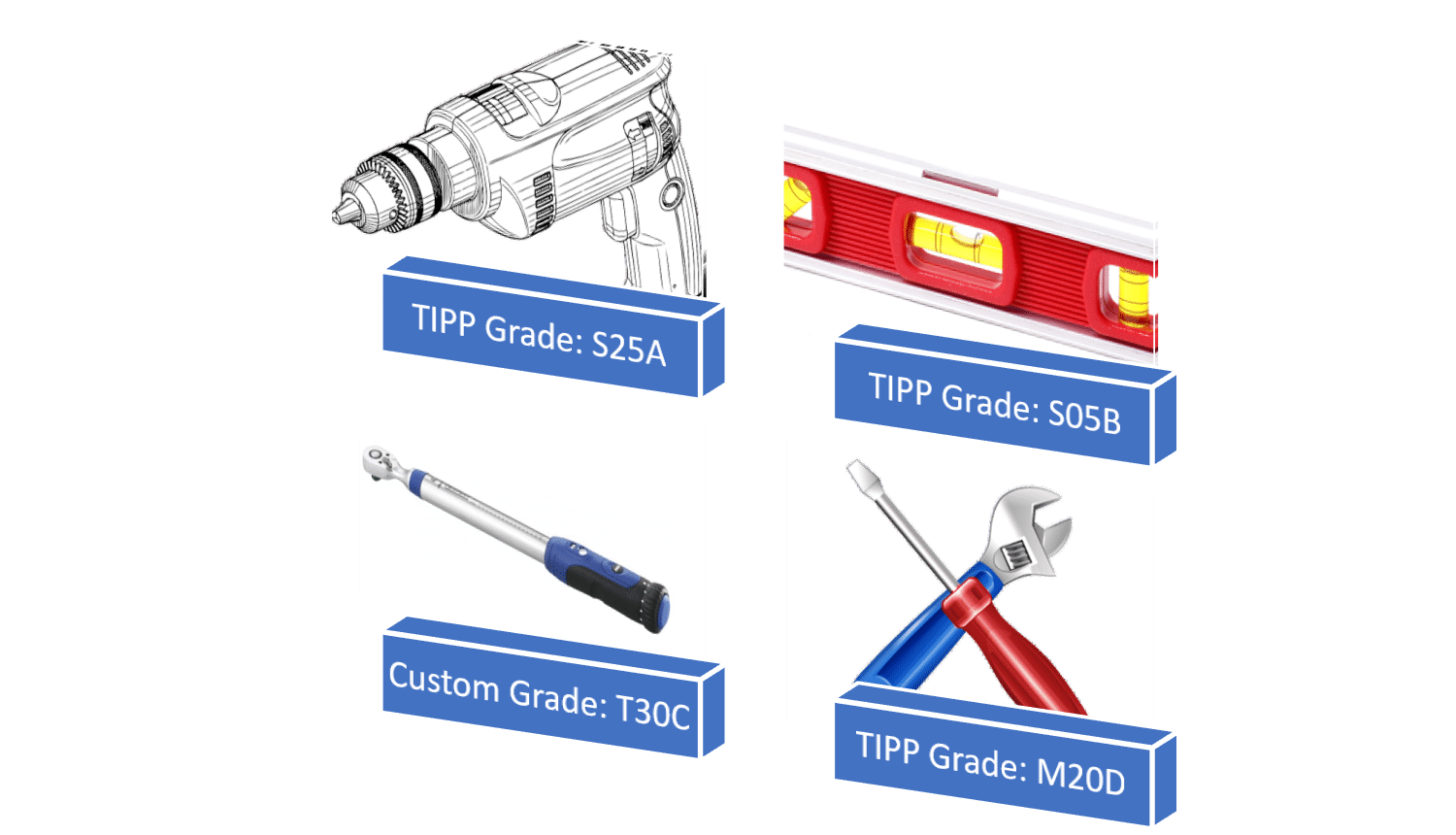
Once the performance of RAIN enabled tools is verified in the actual use case, the tool company can consider applying GS1 TIPP [Tagged-Item Performance Protocol] to streamline RAIN enabled tools specifications. GS1 TIPP is a RAIN RFID grading system developed initially for the supply chain management in retail, but it can be applied outside retail to scale up RAIN RFID applications across industries. Currently, there are fifteen TIPP grades, and tool company can select the grade(s), which can reflect the RAIN enabled tools’ minimal performance requirement. By doing this, it will simplify the communication among tool company, solution provider, and tag supplier. After all, grading is a much more efficient way to define the RAIN enabled tools’ performance. In case the existing grades do not meet the performance requirement, the tool company can submit a new performance grade to GS1 for validation or even create a custom grade.
TIPP Grades or Custom Grades can be used to verify RAIN enabled tools performance
In addition, the tool company can use the grade to source RAIN tag or RAIN enabled tools from several different suppliers if the specified grade level, tag size, and tagging method are met. GS1 TIPP also gives RAIN tag suppliers more flexibility in how they design the tag. This will encourage the tag supplier to be more innovative and creative to design the products to maximize the business benefit. Finally, any company can build its TIPP testing lab based on GS1 guidelines, and operating GS1 TIPP testing is easy and straightforward. This will help the whole tool industry to scale up the deployment of RAIN RFID technology.
Voyantic is the only company in the world specializing in performance testing systems for RAIN RFID and NFC tags from R&D to manufacturing. If you have any questions about managing the quality of RAIN enabled tools, feel free to contact us.
I am Sales Director at Voyantic. I have over 15 years of experience from the RFID industry in Europe and the USA. I have two master's degrees: in industrial engineering and in marketing, and two patents in auto-ID technology. I am actively participating in RAIN RFID alliance activities.
In a recently published success story, Mr. Kevin Kuo, Technical Manager of a Taiwanese RAIN RFID and NFC tag manufacturer SAG discussed the improvements they have seen in production after taking the Voyantic Tagsurance HF system into use. He mentioned the improved capability to detect tags that are not working as specified, and also 200% increased production capacity. In this article, I explain more in detail some background features enabling the improvements.
“Tagsurance HF testing speed is much faster than normal commercial HF reader. The UPH has been increased over 200% after Tagsurance HF replaced the commercial reader in our converting line. Tagsurance HF can sort out those weak performance tags that a normal reader is unable to achieve. More importantly, Tagsurance can also record each tag minimum turn-on power, which is very useful information for our engineers to adjust the machine manufacturing parameters and to enhance the tag quality control.”, said Mr. Kevin Kuo, SAG Technical Manager. Let’s look at the two main improvements in detail.
200% increase in NFC label tag production capacity after installing Tagsurance HF
This amazing capacity increase was achieved entirely without adding new machinery. The capacity increase has its’ roots in the Tagsurance system. Tagsurance is an integrated real-time system, whereas typical NFC readers are combinations of a reader, computer, and reader software, or at least combinations of integrated reader + computer and software. These divided systems spend some time in moving data between the system parts. With Tagsurance, there is no time wasted on any overhead activities, and the data handling is optimized.
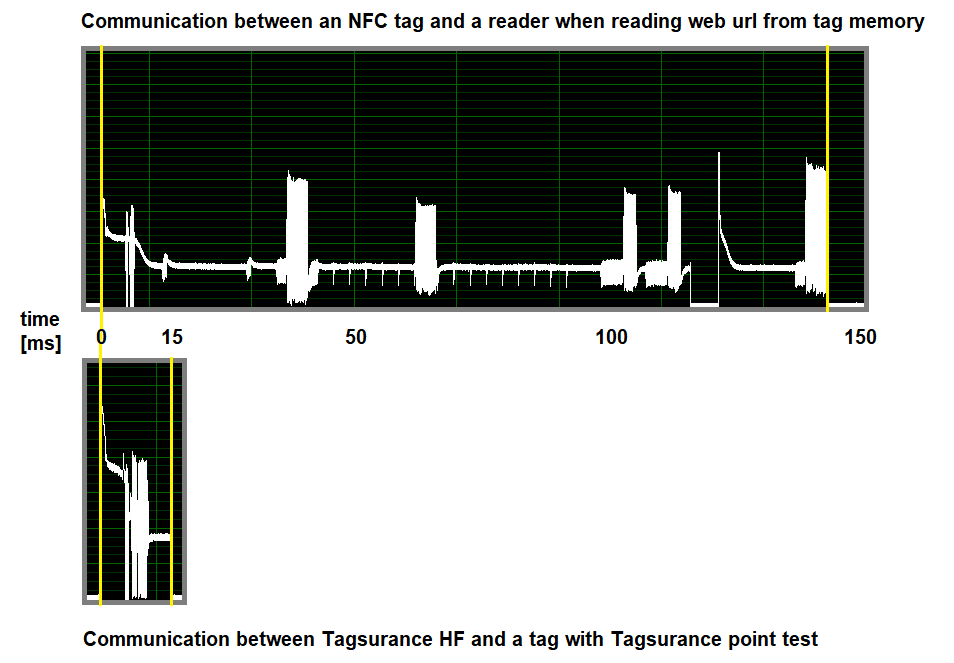
NFC communication standards are powerful and enable a large number of different use cases. The downside is that in typical use cases, the communication time is not minimized. There is a lot of communication flowing between the tag and reader, even in a simple read. The Tagsurance system is purpose-built for high-speed production quality testing. Some of the typical reader functionalities are left out, and focus is on a higher speed.
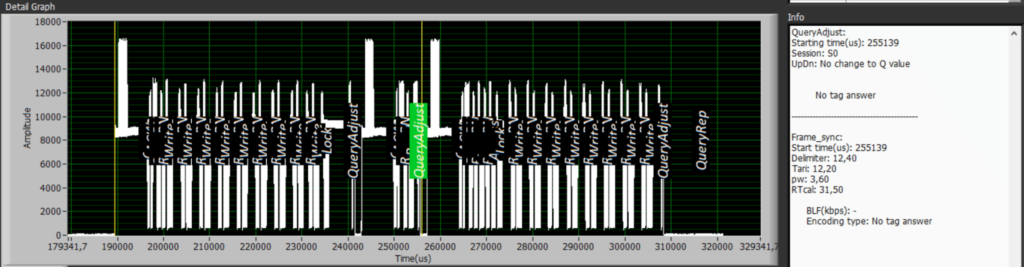
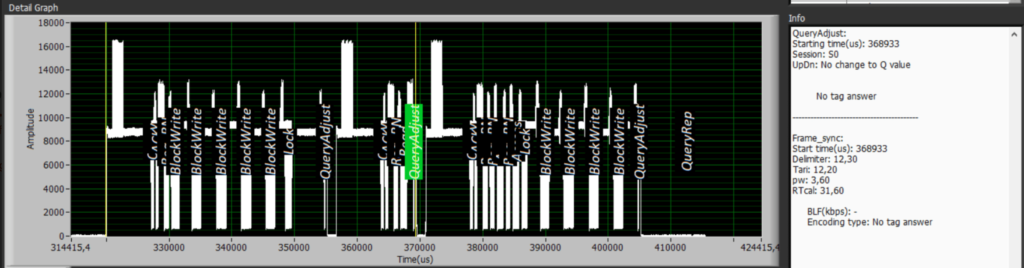
The difference is clearly visible when communication of Tagsurance HF and an NFC tag is compared to communication between an NFC reader (smartphone) and a tag. In the below picture, the communication is recorded with Voyantic Protocol Analyzer hardware and downconverter. The time Voyantic Tagsurance needs for checking the tag quality is a fraction of the time a typical reader needs when reading the NFC tag.
Recordings of the reader to tag communication between Tagsurance and an NFC tag; and a reader and a tag. Tagsurance HF needs a fraction of a time compared to a typical reader.
Replacing NFC reader with Tagsurace increases production capacity because Tagsurance HF:
is an optimized real-time device
does not need overhead time for moving data between system parts
is purpose-built for high-speed quality testing
uses NFC protocols efficiently for quality testing
-> 200% production capacity increase
Sort Out Tags With Weak Performance
Being a quality test device, the Tagsurance HF is capable of accurately sorting out good tags from non-performing ones. It is more interesting to look at why a regular NFC reader cannot do the sorting as well.
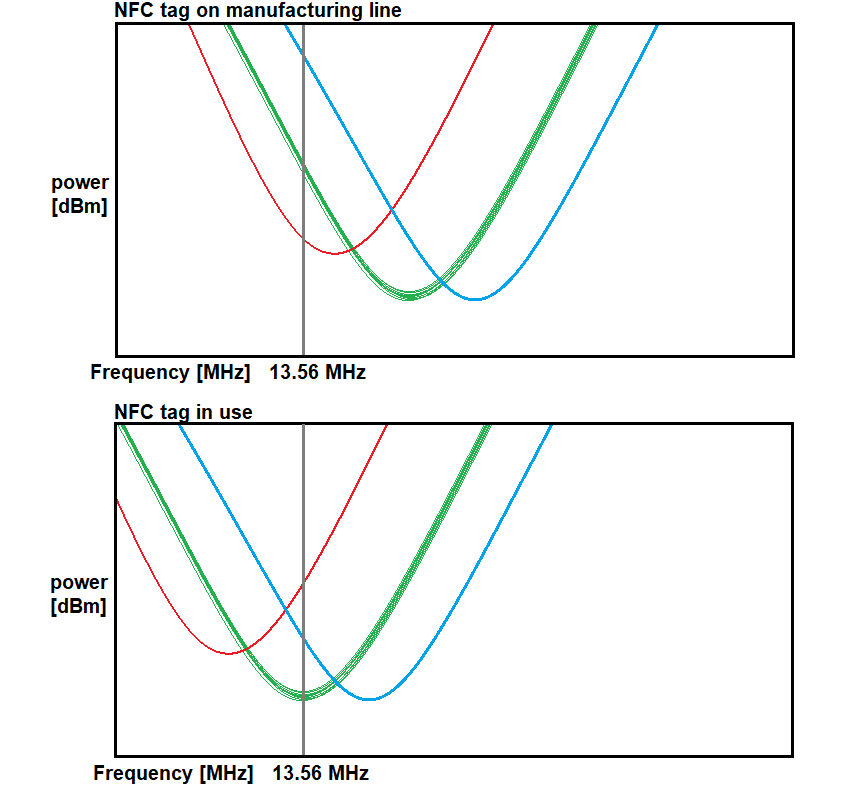
It starts with NFC tag performance. NFC tags are designed for different uses and are thus tuned differently, that is: the frequency where the tag needs the least amount of power is different. This frequency shifts to the 13.56 MHz HF RFID frequency only when the tag is in its typical use.
In the production line, the tag is not in its typical use environment, but the reader is still limited to operate on the 13.56 MHz. As a result, the reader only shows if the tag operates with 13.56 MHz in the manufacturing line. And how the tag works with a reader on the manufacturing line may be completely different from – let’s say someone is having the label glued behind a glass window or carrying a travel ticket inside a wallet.
In the below example, the tag with red tuning is out of specs, but in a production environment, it may even appear better than the good tags, even though in use, it requires a lot more power (does not work as well).
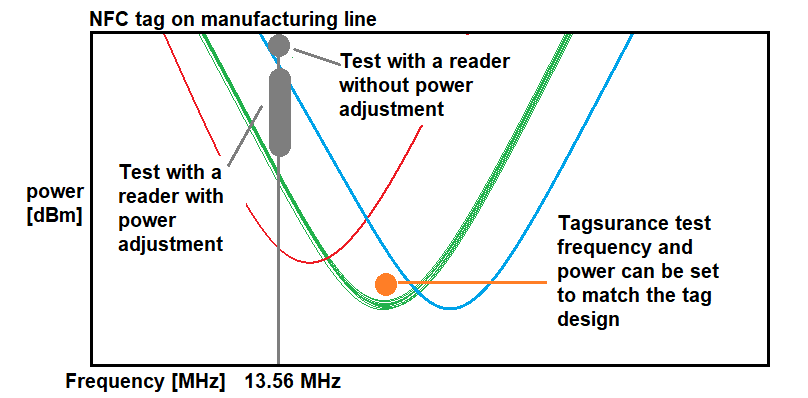
Tagsurance HF is not limited to the reader frequency. It uses the frequency that is relevant for determining the quality of each tag design.
Another limitation of a typical NFC reader is that they are not accurate and calibrated test devices. Many readers just have their own (high) power level designed to maximize tag reading probability; some readers may have a power setting but not calibrated. As a result, the readers cannot properly detect tags that are working out of specs.
Having exact performance information also enables production personnel to adjust the machine parameters based on real data, and to enhance the tag quality. Our expert team has seen many cases of the tremendous impact of the Tagsurance system in various production lines with ‘side effects’ being improved transparency to Quality Assurance and better communications with suppliers and customers. Tagsurance is truly a unique asset that can drive impressive results in the production environment.
Download the Tagsurance Catalogue
Learn in detail how the Voyantic Tagsurance UHF and HF testers can improve the efficiency of your organization!
I enjoy seeing both the Voyantic employees and our customers thrive. The grand majority of my time goes into projects and initiatives that grow the RAIN RFID market in the long term. My remote office is on a boat on the archipelago of Finland.
As RAIN RFID matures both technologically and businesswise, tagging requires scalable and flexible processes. I recently heard James Goodland, RAIN RFID Solutions Manager at NXP stating: “Going forward, the RAIN-ability of an item will be more likely integral to product design, rather than just added on an item” This implies a steady flow of new players and end-users getting into our industry, and the RAIN technology vendors need to be ready to support and help them out.
Beginning with this, the first of blog series with NXP® Semiconductors, Voyantic will address technical issues that should be considered when adopting RAIN RFID in various manufacturing environments. We shall start by understanding how the cycle time greatly affects your options, even down to the selection of the tag IC.
Translating Line Speed Into Available Cycle Time
Accelerating into the new decade 2020 RAIN tagging still dominantly relies on inlays which are converted either into tickets or labels. Printing of variable data, and encoding of RAIN labels, is done in a process that runs tens of meters per minute. Taking a figure of 30 m/min as a challenging benchmark example, and assuming a label or ticket length of mere 3.2 cm (1.25 Inch), the processing speed translates into 16 labels/sec.
Turning the numbers around 1 Sec / 16 labels gives 62.5 ms/label. This is the available cycle time in which you need to move in, process, and move out the label. If your RAIN encoding sequence stays within this cycle time, your production capacity stays unaffected.
Singulating the Tag Without Wasting Time
Quite often in a manufacturing environment, you need to singulate a RAIN label among others in the proximity. You can either use the protocol to do it or rely on skilled engineering.
Going with the protocol, you would first perform an inventory followed by the encoding process for the label. Inventory requires time specifically if high Q-values are used. This increases timing overhead, which you barely have in high process speeds.
An RF engineer can have a label singulated with careful triggering, use of dedicated antennas and appropriate reader settings. As a result, singulation does not add timing overhead at all. The Voyantic solution supports both of these approaches. Specifically, in high process speed, we usually prefer to handle singulation based on the antennas.
Efficient Cycle Time Can Be Close To 100%
A label does not need to be in the optimal position in relation to the antenna all the time for a robust encoding system to successfully complete the job. Thus, the efficient cycle time can be fairly close to 100%. This means the reader won’t idle at all when the machine runs at the specified maximum speed.
However, if encoding fails at high line speeds, you rarely have the luxury to retry encoding. If you’re working with an encoding system that is not reliable or stable enough, but you want to protect the production yield, you may need to bring the cycle time down to < 50% simply to reserve the time for a second encoding try.
An alternative strategy is to have a second reader available to process the failed labels. Obviously, a second reader adds cost and complexity and increases the space needed in the machine.
I would say that your overall preferred strategy in a production environment is to utilize RAIN encoding systems that have high reliability and high stability.
A Few Alternative Commands to Write With
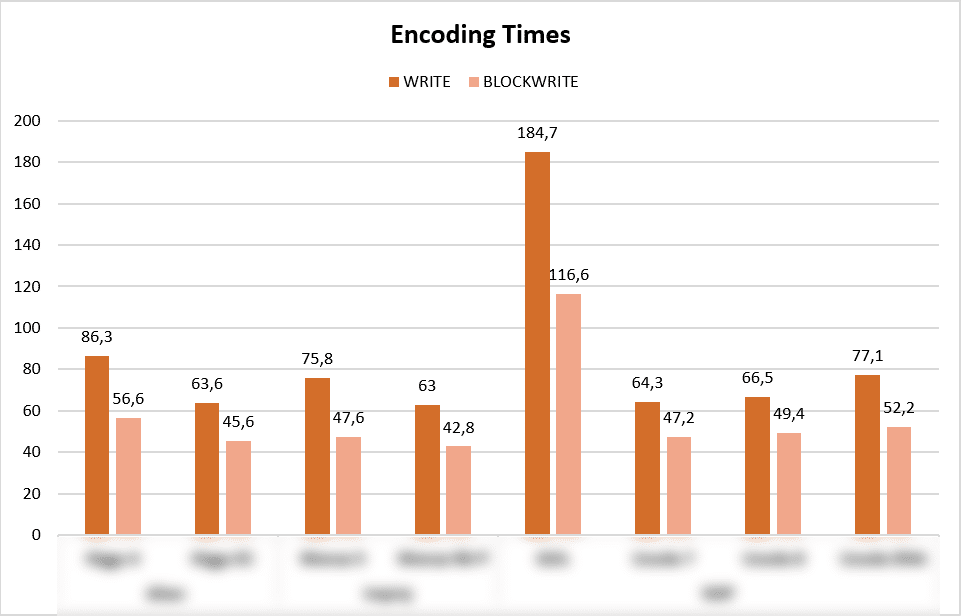
All the GS1 EPC Gen2 (aka ISO 18000-63 standards family) ICs need to support the WRITE-command. The protocol also includes an optional command BLOCKWRITE, which was specifically developed to speed up the encoding processes.
It is up to the design of the IC to either support the BLOCKWRITE or not. Also, beware that the number of words that can be written with one BLOCKWRITE-command varies. Let’s look at how the NXP UCODE® 8 performs:
a) WRITE
WRITE protocol control (PC) word, UID / EPC 96 bits and access password (nine words) + lock + read : 66.5 ms
b) BLOCKWRITE
BLOCKWRITE PC word (1 word at the time), UID / EPC 96 bits (3 blockwrites, 2 words at the time), and access password (1 blockwrite, 2 words) + lock + read : 49.4 ms
Only the latter case satisfies the example limit of 62.5ms and even leaves a comfortable margin to play with. With that said Blockwrite can be a lifesaver. At the same time, the example shows that specifying the encoding sequence using Blockwrite requires expertise.
RAIN Tag ICs Keep on Improving
The design teams of IC’s need to calmly work in a crossfire of conflicting requests: please deliver a tag IC design which boasts a fantastic feature set, is smaller than the previous model and complies with RED. “And yeah,” adds the marketing expert with colourful graphs, “kindly make the new IC also more sensitive than any other RAIN IC in the market. OK?”
“OK, no problem” responds the Engineering Director, takes a longer-than-average-sip of Dr. Pepper and starts orchestrating the design effort.
Eventually, the new IC lands at the Voyantic lab, where various issues will be verified and addressed:
RAIN RFID Tag ICs Benchmarked for Write Speed
One of the IC characteristics we look at is the time required to perform the WRITE or the BLOCKWRITE operation. You rarely find those numbers in datasheets, and even if you do, it’s really difficult to make sense out of them. Although meaningless for the majority of RAIN end-users, when one encodes labels at max speed, this timing parameter has to be known.
If you’re fascinated to learn more, please download the “RAIN Tag IC Encoding Speed Test Result Overview”. As we’re writing the UID / EPC, ACCESS password, locking the memory and verifying the UID / EPC, not all the IC’s are under the example target of 62,5ms.
The write speed of ICs may be dependent on the protocol settings. For the purpose of this story, we have used the same settings for all the different ICs, and those are specified in the document.
Is That All?
There are plenty of fascinating details of how an encoding system is engineered to perfection, but if you’re either designing or operating a label processing machine, this is pretty much the story of encoding speed.
I am the Co-founder and General Manager of Voyantic, a company that specializes in RFID test and measurement solutions. Before starting Voyantic in 2004, I worked as a researcher at the Helsinki University of Technology focusing on passive RFID sensing for moisture in building structures.
NFC (Near Field Communication) seems to be in a positive growth phase at the moment. One reason for the positive trend is Apple’s gradual opening of NFC in their mobile phones, which means that soon nearly every smart phone in the market will be equipped with NFC capabilities. And it’s about time: the NFC Forum has been advocating the technology for the last 15 years.
In the RFID industry, NFC is often thought of as rebranding and repackaging of several HF RFID technologies that have been around for decades. However, the most valuable thing about NFC is the abstraction that it provides for application developers. Instead of learning about different radio protocols, they can focus on the actual use cases.
Similar thinking should be brought to the RFID manufacturing industry, especially in NFC tag encoding. Instead of talking about writing data into an ISO 14443-A tag, the focus should be in encoding a NTAG203 tag with a link to a web page.
NFC Just Works
When things are done right, NFC just works. Tapping an NFC tag with a mobile phone brings you to a brand owner’s website or gives you the contact information of an interesting person you have just met. But how is it done?
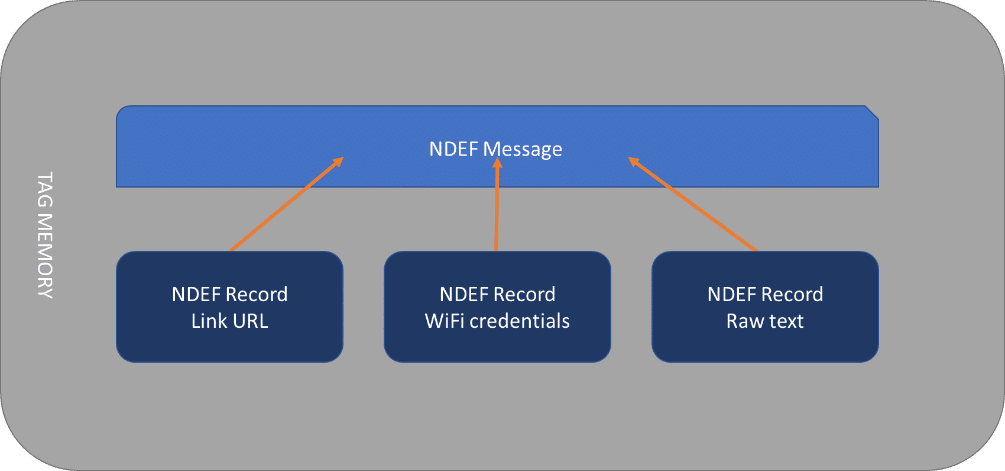
Essentially, NFC provides a defined way of organizing data inside a tag. This is done with the NFC Data Exchange Format (NDEF). NFC data is stored in an NDEF message in the tag memory. The NDEF message can be seen as a “folder” that contains one or more NDEF records. One record can contain for example a URL, WiFi credentials, or raw text.
So that’s it? Can we now encode NFC into any RFID tag? Well, not quite. NFC Forum has defined a set of “rules” a tag must follow to be NFC compliant. These are divided into (currently five) NFC Forum Types that define the used RF interface (ISO 14443A/B, ISO 15693, etc.), the command set, and the memory layout, among other things.
For example, to be compliant to NFC Forum Type 2, the tag should work with the ISO 14443A air interface and support Read and Write commands. In addition, the memory should be laid out so that the NDEF message starts at page 4, the serial data is in the beginning of the tag memory, and the locking bits should be at certain pre-set locations.
Encoding NFC Tags
Encoding small quantities of NFC tags is simple. All you need is an NFC enabled mobile phone and a suitable app. One pretty good app is TagWriter from NXP that allows encoding an NFC tag with different datasets such as a link, an e-mail, a telephone number, etc. The user does not need to understand the used RF protocols under the hood.
However, encoding NFC tags on an industrial level can be more tedious. For that, you typically need some machine that is able to process the tags roll-to-toll. If you know what you are doing, there is an abundance of different HF RFID readers and reader modules out there that can be used to encode NFC tags. However, typically, the readers are designed for reading rather than encoding NFC tags. In addition, different modules support different RFID protocols and NFC types, which may complicate the choice.
Voyantic’s encoding philosophy is that you shouldn’t be thinking about readers, RF protocols, or such. We will take care of that. What you need to know is what is the tag that you are encoding, and what do you want the tag to do when the end user interacts with the tag. This has been our approach when designing the Ensurance tag personalization solution.
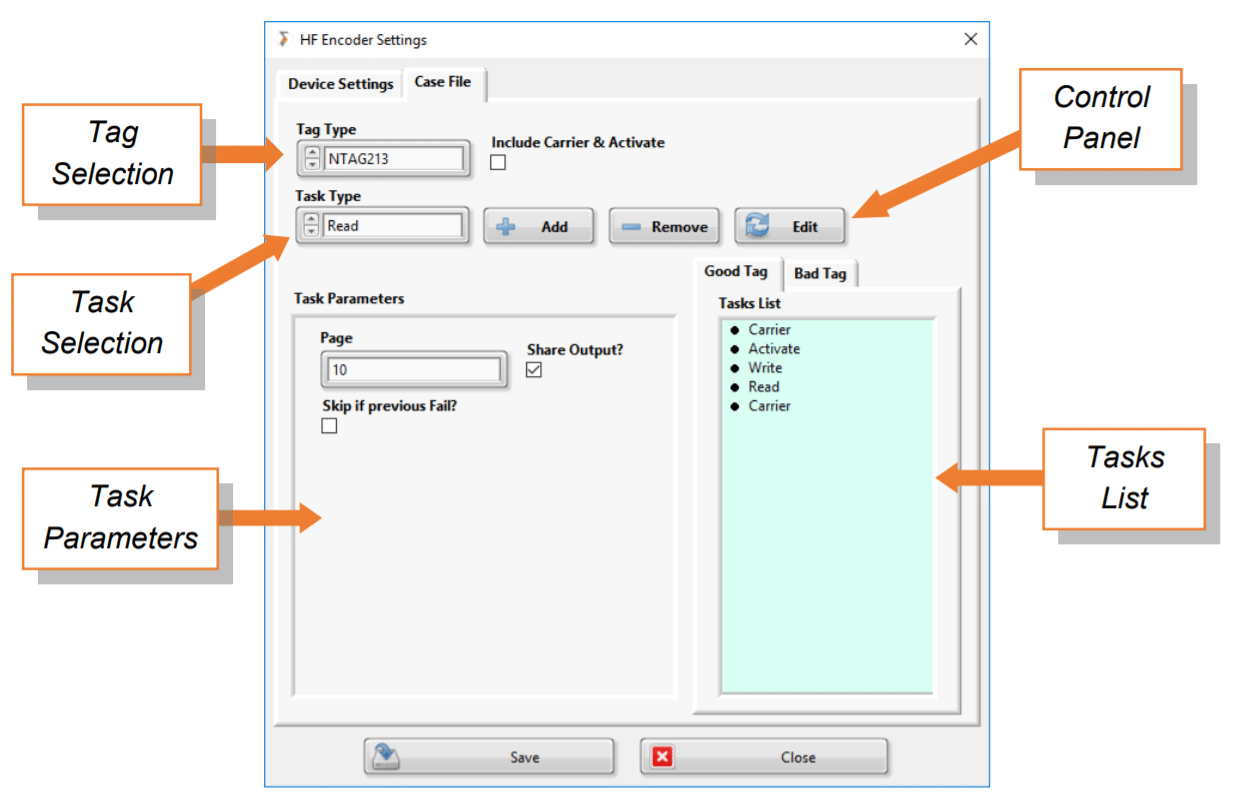
Setting up NFC encoding in the Ensurance GUI requires selecting the used tag type and defining the encoding tasks. That’s it! And when combined together with performance testing, passing and failing tags can be encoded differently.
Ensurance is also available as a turn-key solution with Reelsurance Pro, which enables label encoding and performance testing, variable data printing, and barcode-based programming of the tag memory in a single office-sized machine.
Smart labels are one of the most common RFID tag types, especially in retail business, but also in numerous applications in other industries. Increasing acceptance of RFID and the double-digit growth rate of inlay/tag volumes in the past years have made smart labels an attractive business segment not only for the established RFID companies, but also for the traditional label manufacturers.
The barrier for a label company to enter the RFID/smart label business is very low as their core business comprises of printing and converting anyways – adding “inlay insertion” or “inlay lamination” to the converting process will increase the label manufacturer’s value-add and enables meeting the customers’ RFID and IoT requirements.
The Smart Label Opportunity
Label market is a big business, but expected to grow only a few percent a year, which is roughly double compared to print market in general though. The big opportunity lies in smart labels where CAGR of 15 to 20 percent is expected in the coming years, thanks to continuous tag cost reduction and huge amount of new application areas utilizing RFID technology.
Retail industry has been working long and very hard to utilize RFID technology and counts for the biggest tag volumes as of today. If one of the initial drivers justifying RFID in the early days was efficiency improvement in logistics, today there is an increasing number of drivers and quantified value-add right next to the consumers:
Integrated customer experience in omni-channel environment
Customer engagement and consumer interaction
Unmanned stores
Freshness and cold-chain tracking
Labeling obligations by authorities
Anti-counterfeiting measures.
RFID is the dominating technology today in smart labels, and RFID labels are successfully used to address all the requirements mentioned above. The big volumes of smart labels are typically produced by key players in RFID industry, i.e. either inlay/tag manufacturers or converters, however there are also several smart label producers focusing on specialized tags and applications. Integrated part of the smart label business are also the value-add services like tag performance testing and encoding of product and supplier specific information in each tag.
The current suppliers will certainly increase their capacity as the demand grows, but at the same time there is an opportunity window open for new entrants to take their share of the smart label market and related services.
How to Make Your Labels Smart?
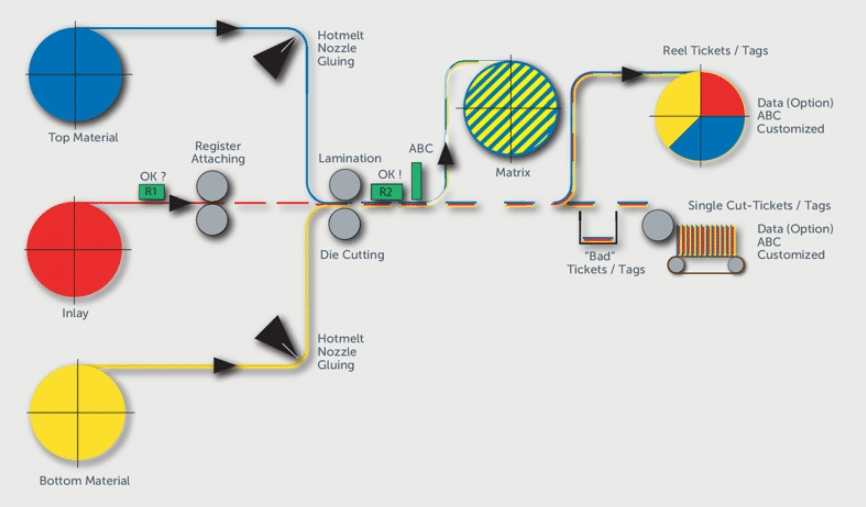
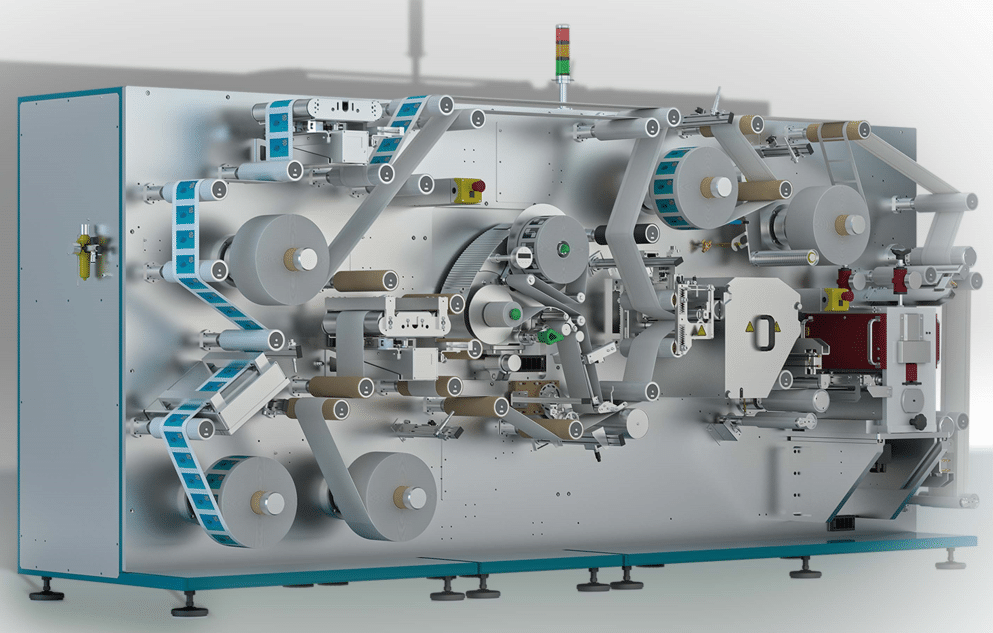
Smart labels based on RFID technology (RAIN and/or NFC) are produced with a dedicated converting machine laminating the RFID inlays between the top material and the liner as shown in image below.
The selection of suitable RFID inlay type and supplier would be based on the RFID application and customer specification or alternatively smart label manufacturer’s own specification. Below image by permission from BW Papersystems, from their Speedliner RFID Converting machine brochure, illustrates RFID converting principle:
It is not only about manufacturing though, as smart label production brings also new requirements for the process:
Functional and/or performance testing to manage the RFID tag quality
Encoding capability to store customer-specific data in each tag.
The good news is that these capabilities can be integrated into converting machines and they create a value-add service opportunity. Smart labels can be an entry point to the RFID value chain for a traditional label company with increased turnover and profits.
Testing and Encoding Added-value
With the increasing tag volumes and adoption of RFID, the demand for RFID testing has grown even faster. This is caused by the fact that many RFID applications are fully integrated into various business processes where the basic requirement is that each tag can be read reliably every single time in the field – otherwise the efficiency of the process would collapse.
Ensuring high smart label quality (= successful read in the field) requires more than simple pass/fail testing with an RFID reader. More reliable performance testing can be done by measuring the tag sensitivity in the production line with variable power levels and several frequencies using an RFID production testing system.
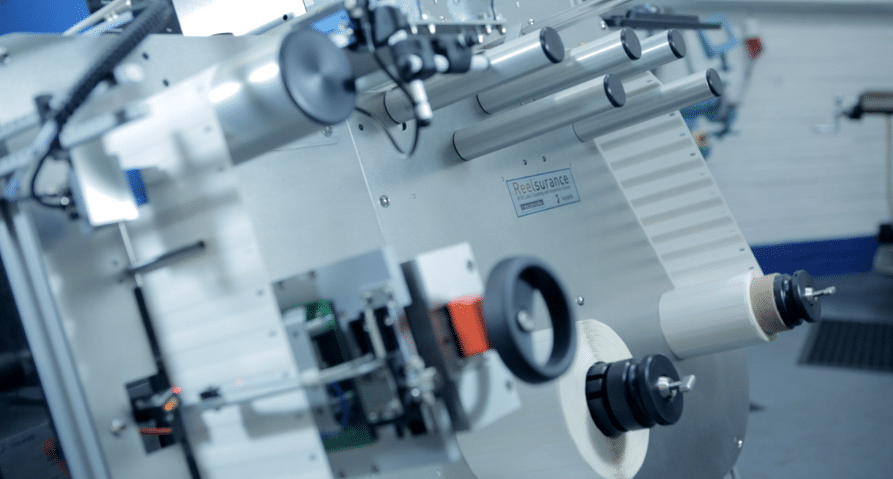
Voyantic Tagsurance inline production testers can be used in single and multi-lane configurations integrated with various third-party RFID machines, like Mühlbauer CL Light RFID Converting Line pictured here.
The same Tagsurance solutions are also available for Voyantic Reelsurance and several 3rd party offline test machines for sample testing of finished labels or incoming inspection of the outsourced RFID inlays.
Encoding and Personalization
New requirements are set also for encoding functionalities as new RFID applications and users are emerging. There is a growing need for managing deliveries of special tags with customer specific memory content, often with short delivery time and rather small batches. Encoding functionality can be integrated either in converting machines or alternatively done in dedicated offline personalization machines.
How To Learn More?
If you are considering making your labels smart, please contact us to schedule an online meeting to discuss your needs. You can also learn more about our production testing solutions and reach out to us to learn more about Voyantic solutions with our machine vendor partners.
I enjoy seeing both the Voyantic employees and our customers thrive. The grand majority of my time goes into projects and initiatives that grow the RAIN RFID market in the long term. My remote office is on a boat on the archipelago of Finland.
Smart labels are basically really simple RF devices and look identical to each other. However, smart label deliveries are highly customized especially in high value specialty label segment. This sets two conflicting requirements for production machinery: high capacity and high flexibility.
To address this dilemma, Voyantic has spent more than two years developing a new breed of smart label personalization solutions. At the RFID Journal Live 2018 exhibition in Orlando we are proud to unveil the Reelsurance Pro – a flexible reel-to-reel machine for smart label personalization.
Large Smart Label Manufacturing Volumes are often Sum of Numerous Small Projects
Global RAIN RFID tag production volume continues to grow and NFC is doing very well, too, especially now that the majority of iPhone users can utilize the technology to its fullest extent. According to IDTechEx there will be more than 30 Billion tags sold in the year 2020.
A peculiar fact is that even as the tag volumes grow, still the demand of customer specific tag production lots remains high. Practically this means that smart label production must remain flexible enough to meet the various requirements of end user projects.
Printers are an Obvious First Step for Many
RFID label printers are the perfect way to supply small quantities of labels that are often immediately applied on products. As such printers will continue to serve a great variety of customers engaged with luggage tracking, healthcare and event management.
The sheer scale and complexity of production often exceeds a point where buying more printers is not feasible: special label form factors, sophisticated substrate materials, large reel sizes or complicated NFC / RAIN / custom encoding. I’ve come to learn that managing specific encoded data over numerous printers requires plenty of manual processing, which especially in the long term may not be sustainable.
Printers are good for many applications, but how is the scalability?
Industrial Grade Machinery Available for High Volume Label Programs
On the other end of the spectrum, label presses and high-end personalization lines serve the needs of high volume label and ticket suppliers. If you are in the business of supplying steady volumes of tickets, hang tags or bulk labels, those machines should serve you well.
But what is the option for those ambitious companies, that want to take both NFC and RAIN jobs, and dispense variable and highly specific label batches day-to-day?
Perfect environment for label presses and high-end personalization machines
Reelsurance: Office-sized Machine for Varying Smart Label Projects
Voyantic Reelsurance Pro fills the gap for those who need a flexible reel-to-reel machine to finalize a range of different smart label jobs for their customers every week. The machine won’t stop shy of features either!
Voyantic Reelsurance Pro is a small footprint machine dedicated for RFID smart label personalization
Voyantic Fitted NFC, RAIN RFID, Barcodes and Quality Control in a Smaller-than-a-horse-sized* Machine Frame
The list of printing and encoding options on this machine is impressive, and special effort is put on label output quality. Sophisticated RFID quality testers, line tension control, ESD protection, splicing table and slightly tilted machine frame provide reels that are 100% quality tested and immediately ready to deliver. The tilted frame also makes the machine ergonomic for the operator!
May We Propose a Machine for You?
Since 2013 we have supplied quite a number of Reelsurance machines for inlay and label quality assurance processes. Now that the Reelsurance Pro supports printing and encoding too, we would be thrilled to craft a proposal that meets your specific requirements. Please contact us to schedule the first demo and conversation!
(*) As a salute to honorable Mr. Tauno Matomäki, a highly esteemed Finnish business man, President and CEO (EVP), Voyantic is still working hard to supply larger-than-a-horse-sized machines after more than a decade of exporting smaller-but-way-more-expensive-than-a-horse-sized testers around the globe.
Get Answers to Your RFID Tag Encoding Questions!
Download our white paper of RFID tag encoding! You’ll find answers to many baffling questions regarding tag memory and what should be coded to it, which codes to use and how to get the codes to the tags.
I am Sales Director at Voyantic. I have over 15 years of experience from the RFID industry in Europe and the USA. I have two master's degrees: in industrial engineering and in marketing, and two patents in auto-ID technology. I am actively participating in RAIN RFID alliance activities.
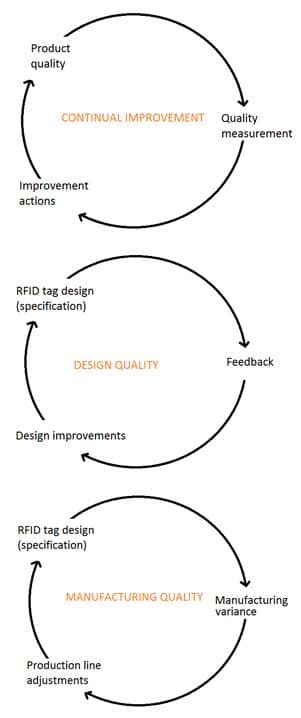
RAIN RFID use has grown rapidly and implementations are expanding. Nowadays RFID is business as usual and quality management is an essential part of normal business operations. In past few years the RFID industry has learned a lot about quality management methods and processes. In my opinion there is still room for improvement. Quality really matters in RAIN tag manufacturing as high readability of tags is expected practically in all applications. In this text I describe how some quality management principles relate to tag manufacturing.
1 – Quality of design is measured against the properties (e.g. features, functionalities, performance) the supplier intends to deliver to the customer. Improvements can be driven for example by new kind of customer requirements, changes in competing products and availability of new components.
Typical performance measures for RAIN tags are sensitivity/read range and orientation pattern, performance on different materials (tagged items) and in proximity of other tags. Additionally, for example memory options, command support, mechanical design and dimensions and durability are ingredients of design quality.
Improving Quality of design is responsibility of the R&D and usually requires new product development, e.g. modifying the antenna geometry. Improvement cycles are relatively long.
2 – Quality of manufacturing describes how much variation there is in performance of the key properties compared to the defined design quality.
In RAIN tags the typical measure of quality is sensitivity. For example: Sensitivity of the tag attached to PVC plastic, with 915MHz frequency is -20dBm +/- 0.5dB. In this example the -20dBm is design quality and +/-0.5dB is variation describing manufacturing quality.
In managing Quality of manufacturing the performance is measured by the quality organization and corrective actions can be implemented very quickly.
The basic methods for controlling quality in tag manufacturing are sample testing and continuous in-line testing.
RAIN Tag Manufacturing Quality Control
One single solution doesn’t fit all RAIN tag manufacturing processes, but the principles of applying either sample testing using an off-line tester or implementing the tester into the production machines to enable 100% in-line testing are universal.
Sample Based Testing
For example, with 100,000 tags daily production, 99% confidence level with 2% margin of error requires about 4,000 tags to be tested. In practice, 1-2 tested tag rolls per day per manufacturing line would be the statistically valid sample size. Voyantic Reelsurance handles the testing automatically after the testing is initialized. Several rolls per day can be tested with one machine, and the system produces full quality logs. Reelsurance is an example of an off-line reel-to-reel tester capable of testing RAIN tags either in inlay or label form. The testing capability is based on integrated Tagsurance tester.
100% Testing and Quality Log
Voyantic Tagsurance tester can also be integrated with various manufacturers’ chip attach, converting or personalization machines enabling 100% testing.
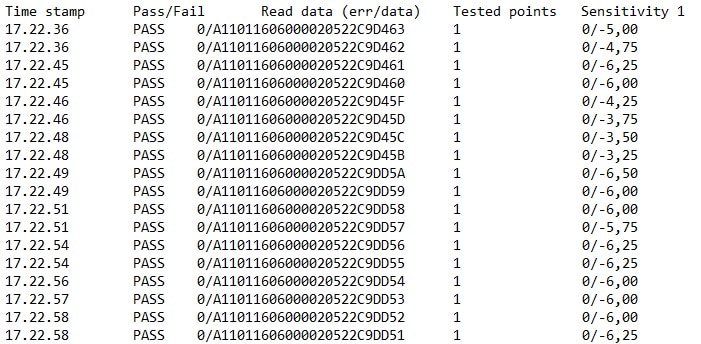
The testing creates a log file that can include TID and EPC codes of the tested tags, as well as test results. This is a handy tool for communicating 100% test results. The data can be used for finding out statistical information from the manufacturing quality: variation, standard deviation, percentiles, mean values.
Real-time Visibility to Production Quality
When information is available for the production line operator real time, it is easy to see when quality starts to deviate, and corrective actions can be taken immediately, without sacrificing production yield.
RFID Tag Manufacturing and Six Sigma
A typical output from a tag manufacturing process used to be skewed normal distribution with additional second peak as shown in the picture across wide frequency band: the “stray” tags made it impossible to implement Six Sigma to the letter. Instead, deviating tags can be sorted out, and Six Sigma limits may be used for the remaining part.
Developments in new RFID chips have changed the situation. Some tag models can be manufactured with normal distributed sensitivity variation. It is possible to implement Six Sigma quality control, maybe with 4-sigma limits to start with.
Contact us to arrange an online demo and to discuss more about quality control in RAIN RFID tag manufacturing!
Quality Testing Solution for RFID Label Production
Tagsurance 3 is the next-generation quality control solution for high-speed RFID inlay and label production lines.
There are applications, where fast data collection and high read distances of RAIN RFID (UHF) tags fulfill the overall application requirements only partially. Especially the missing capability of a consumer to easily access the tag contents limits the usability for marketing, product information and authentication purposes. A NFC tag would remove that limitation but also induce additional costs and complexity to the label finishing stages: double encoding and possible data compliance verification between these two tags. Interestingly the first IC chip with both high frequency (HF) and ultra-high frequency (UHF) communication interface was launched in 2015 by EM Microelectronics. In this text I will take a closer look at the quality aspects of dual interface tags: How do you verify that each tag produced meets its specification?
Is It Sufficient to Test the Performance of Either Interface to Guarantee the Performance of the Tag?
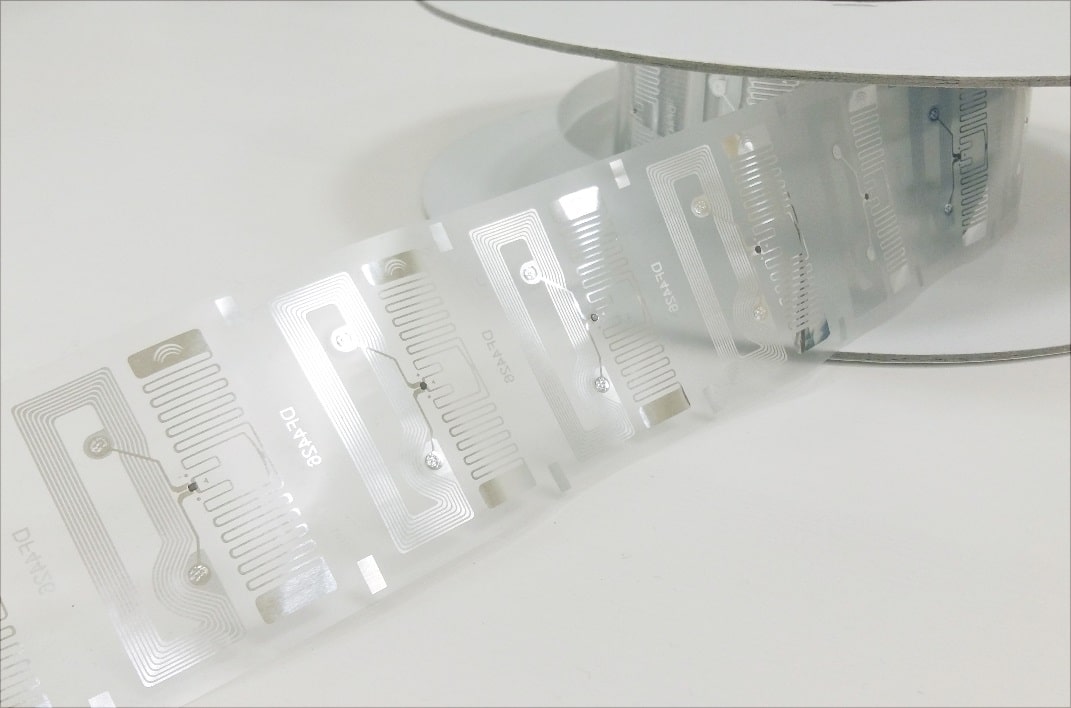
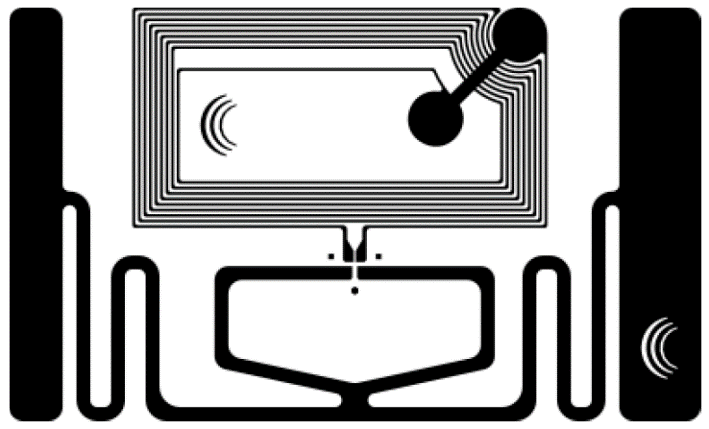
Let’s dig into the tag structure a bit to understand more detailed where the performance comes from. The chip itself is one complete entity with two interfaces for each frequency. This allows conveniently accessing the memory locations of the chip through either HF/NFC interface using for example your mobile phone, or through UHF interface by for example the retail in-store inventory system. On the inlay level there are still two separate antennas; one that is used for HF coupling and the other for UHF field communication. Both of these antenna structures are connected to the IC through separate chip I/Os. Below we can see an example of such a tag design from Lab ID:
There is certainly some coherence in the process quality for both interfaces, as the antennas are both processed simultaneously, and a single chip is assembled to work with both, but is it enough to guarantee the good performance for both if only one interface is tested? Based on some further analysis on possible failure mechanisms, the answer to the question is
No, it is not!
NFC and RAIN Performance on a Dual Interface Label Needs to be Separately Tested
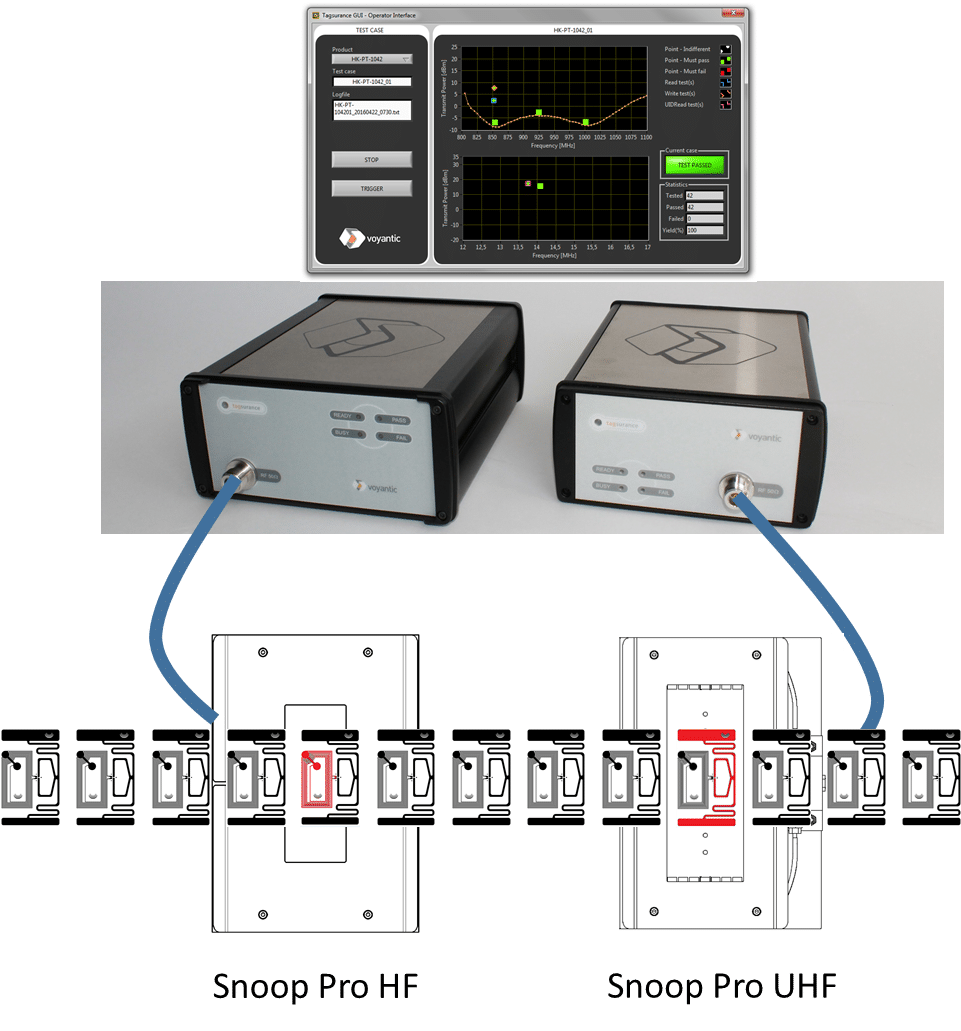
We ran some tests using both Tagsurance UHF and Tagsurance HF testers to identify less sensitive tags from a roll of dual frequency tag samples. The test setup for testing dual frequency tags consists of two separate Snoop Pro coupling elements – one for UHF testing and one for HF testing – and a Tagsurance unit connected to each of them.
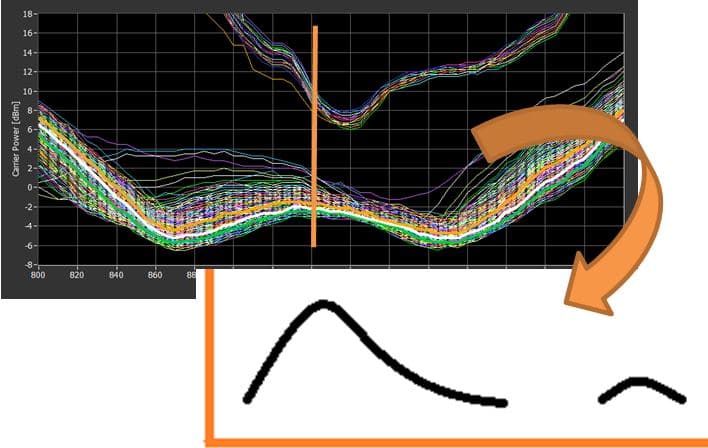
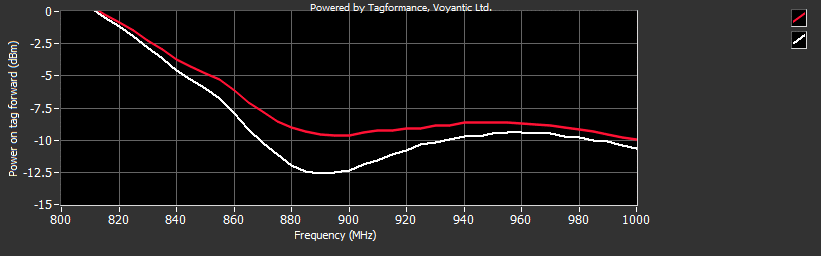
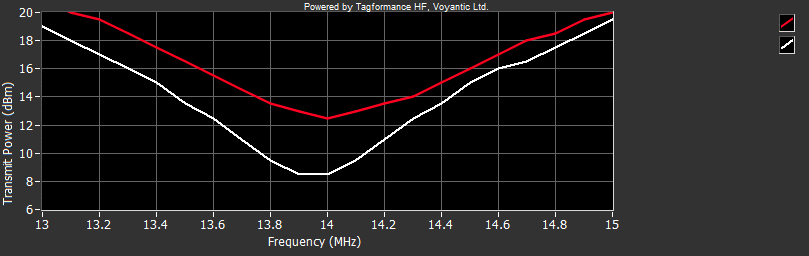
One graphical user interface handles both testing units and gathers the test results and read data from each tag in a combined log file. Based on this information we were able to identify tags with lower performance either on UHF communication or in HF communication. In many failed samples the performance had decreased in both interfaces. In the graphs below we can see the UHF performance on upper graph and the HF performance on lower graph for a normal tag (white curve) and for a tag with decreased performance (red).
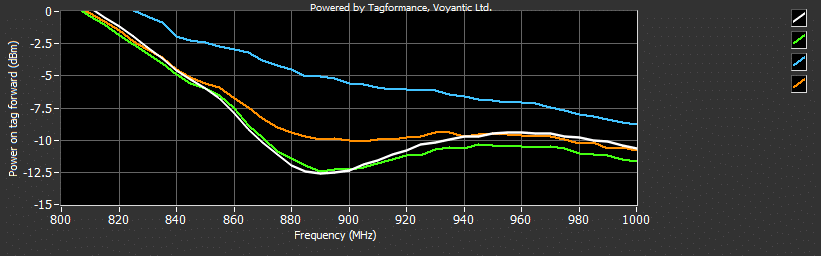
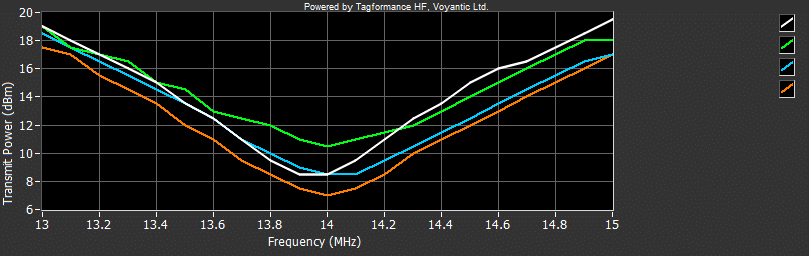
This is not always the case though, as we could also identify tags where one interface was performing good, but the other one was either not functional at all, or the performance was just significantly lower compared to normal level of variation in the sample set. In the graphs below there’s the UHF performance and the HF performance of four tags; one normal (white curve), one with decreased UHF performance and normal HF performance (blue) and one with decreased HF performance and normal UHF performance (green). There you can also find one tag with decreased UHF performance and HF performance slightly better than the typical tag (orange).
NFC/RAIN RFID Combo Test Solution Is Available
As always with disruptive new technology, it takes some time for the components and new manufacturing technologies to fully mature. As this brief study shows, the performance of either interface can vary independently of each other, even if they are integrated on the same IC. Therefore both interfaces should be tested in production.
Voyantic provides turn-key solutions for testing of all your RFID production. With our equipment you can test your RAIN RFD tag; HF/NFC tags with ISO 15693, ISO 14443A, ISO 14443B, Felica and ISO 18000 3M3 protocol; and dual frequency tags. We would be happy to tell you more and tailor the best suited solution for your exact requirements!
Download our new Application Note about testing of UHF, HF/NFC and dual frequency tags, giving a detailed understanding on the equipment and test setup used in production. Contact us to learn more!
Learn How to Test Dual Frequency Tags
Download our application note to learn how to get things right the first time when testing UHF RFID, HF/NFC and dual frequency tags!
I am the Co-founder and General Manager of Voyantic, a company that specializes in RFID test and measurement solutions. Before starting Voyantic in 2004, I worked as a researcher at the Helsinki University of Technology focusing on passive RFID sensing for moisture in building structures.
I work as the CEO of Voyantic, a company that specializes in RFID test and measurement equipment. Since our systems are used by hundreds of companies around the world, we often come across cases where a customer needs our help to verify that their tags work as they should. This is a story about a case where things went wrong.
Tagging Athletes in Cross-country Skiing
We got involved with a very interesting case a couple of years ago. A small RFID integrator that we have known for some time wanted to tag athletes in a cross-country skiing competition. The idea was to use RFID for timing the race. And you can guess that if someone spends several hours on the ski track, being left without a race time is definitely not an option.
Cross-country skiing is a healthy hobby and also a good application for RFID timing – Photo by Sorbis / Shutterstock.com
There are many different ways to tag athletes in timing solutions. Common approaches in running competitions include integrating the RFID tags to the race bibs or attaching them to the shoes of the runners. However, in this case, the chosen approach was to buy wrist-band tags and to attach them to the ankles of the skiers. The tags were read by fixed readers that were set up on the side of the tracks.
The integrator went through the specifications of several different wrist-band tags and finally contacted a fairly well known maker of specialty tags for some samples. The samples arrived the following week, and the integrator ran some field tests. Everything worked well. He was able to detect every skier that passed the reader antenna.
So the integrator decided to order the tags that he needed for his application. Once again, there was a timely delivery of correct amount of tags. However, when he started to build the application, he noticed that not all of the tags were working. A typical discussion between an unsatisfied customer and a worried supplier followed.
The conclusion was that all the supplied tags worked according to the specification.
The tag manufacturer tested both working and non-working tags attached to the wrist of whoever they considered to be their standard-human. All tags were readable from a distance of 2 m which was the specification. But they didn’t all work in the end application. How is this possible?
Analysis
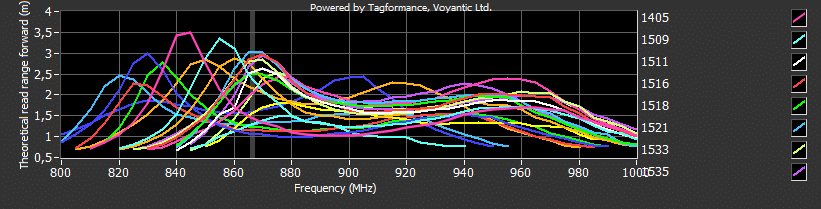
We got involved with the case at this point. We were asked to take a look at the tag samples to try to understand what was going on. So we ran a performance test for the tags using the Tagformance measurement system. The results from the Threshold Sweep measurement are shown below.
Performance variations of wrist-band UHF RFID tags measured with the Tagformance system
We tested the tags in free air, so they were not attached to a wrist or an ankle. But even in this setup it is clearly visible that there are significant variations in the tuning and performance of the tags. So this is what we think happened:
The integrator decided to use the tags differently from what the manufacturer had specified
The first samples sent by the tag manufacturer performed clearly above the spec
The integrator concluded that this tag will work in the application
The next tag batch – even though still within the original spec – performed differently
A part of the tags didn’t work.
So, it is very hard to point fingers in this case. But there is something that the RFID industry needs to improve in. The industry is already doing a decent job in reporting the performance of their tags, e.g. in expected read range. But I think there is a lot to improve in how performance variations are reported, because that is a key factor in building reliable RFID systems.
And what happened with the skiing competition? Did the integrator get the system to work? He did. But he had to manually test through the tags and hand-pick the ones that worked well enough. Hardly a perfect outcome but every skier got their time.
My company Voyantic specializes in test and measurement solutions for the RFID industry. Are you interested to learn more about RFID quality control? Download our sample quality test report and contact us.
White Paper: How to Minimize Quality Variation in RAIN RFID and NFC Smart Label Manufacturing
Learn the practical effects of quality variation and how to minimize it.