I work as a Marketing Manager at Voyantic. I have been working in B2B marketing for over a decade, first in the Wi-Fi industry and now with RFID. My job is to make sure our target audience knows how Voyantic can help them to excel in RFID.
Content
Recently, we had the pleasure of having James Guzzo from Impinj and Hannes Jehle from DELO present at our webinar on the intricacies of the RAIN RFID IC attach process. The webinar covered the numerous process variables that impact the quality and performance of the inlay, how IC manufacturing recipes can be used in the production process, and the critical role of process monitoring.
Bonus Q&A – Questions Not Answered During the Live Session
The webinar topic proved to be a popular one. The presenters received so many questions during the webinar that the time ran out to cover all of them. So, we followed up with Hannes and James with a few of the questions that were not answered during the live session.
(I recommend you watch the webinar recording before reading the rest of this blog.)
Q1: How do we ensure the accuracy of IC positioning in the process?
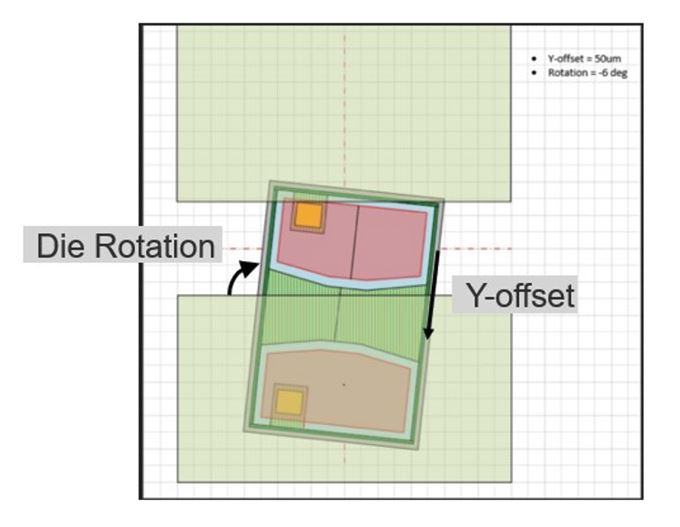
James Guzzo: The single biggest way that you can ensure the accuracy of the IC position is to turn on the DDA Vision system statistics (postplace.rep) and monitor the machine die ejection accuracy and adjust the DDA settings to improve the die ejection/placement accuracy if needed. There are two key parameters the DDA reports on which are the Y-offset (measured in microns) which is the shift up or down of the IC relative to the antenna gap. The second parameter is the die rotation left or right relative to a perfect alignment to the antenna gap (measured in degrees).
The Inlay assembly process allows for a certain level of inaccuracy in the Y-offset and Die rotation and will still produce a reliable, electrically well-performing inlay. The amount of Y-offset and die rotation tolerable is a function of the actual measured (actual) antenna gap and the size of the IC and the size of the IC pads.
There is the possibility that the die can shift or spin in the epoxy dot post-vision system inspection, but we have found the dominant factor in die placement accuracy occurs during die ejection off of the tape. The Voyantic Tagsuance inline electrical test yield generally correlates well with the postplace.rep placement accuracy.
Factors that impact the die placement accuracy and can be tuned to improve die placement: Die Ejector Needle Selection (needle tip radius and angle), dicing tape expansion, DDA die Ejection parameters(Cap Gap, Cap Retract, needle offset, vacuum delay,…)
Q2: Do you have any suggestions about the shape and also size of the die landing area? And what about the gap, previously you shoved 150um for the M800 series (talking about a “standard” antenna).
James Guzzo: See the response to Question 1 above for Context.
Ways to improve the maximum placement tolerance: Reduce the actual antenna gap of your antenna design by reducing your drawn antenna gap. Previously most etched Al on PET inlay manufacturers allowed a minimum drawn 140um and the stated actual gap tolerance is +/-50ums to the drawn. However many manufacturers typically do better than this and are closer to a +40um/-30 based on sampling and measuring actual antenna gaps for several models of inlays.
Numerous etched Al antenna on PET manufacturers now allow a minimum drawn antenna gap of 110um-120um drawn gap and correspondingly are able to achieve actual(measured) antenna gaps of 130um – 160um depending upon the antenna layout and geometries.
Q3: There is much recent talk or hype of “trillions” of RAIN RFID inlays per year to be made, presumably requiring thousands of chip-attach machines. What is the hourly capacity of the highest-capacity IC placement machine?
James Guzzo: The current state-of-the-art direct die attach machine models can create 40k, 80k, and up to 100k inlays per hour.
Q4: What is the allowed residue thickness between the gold pad and the aluminium for a proper connection – the thickness the gold particles can bridge?
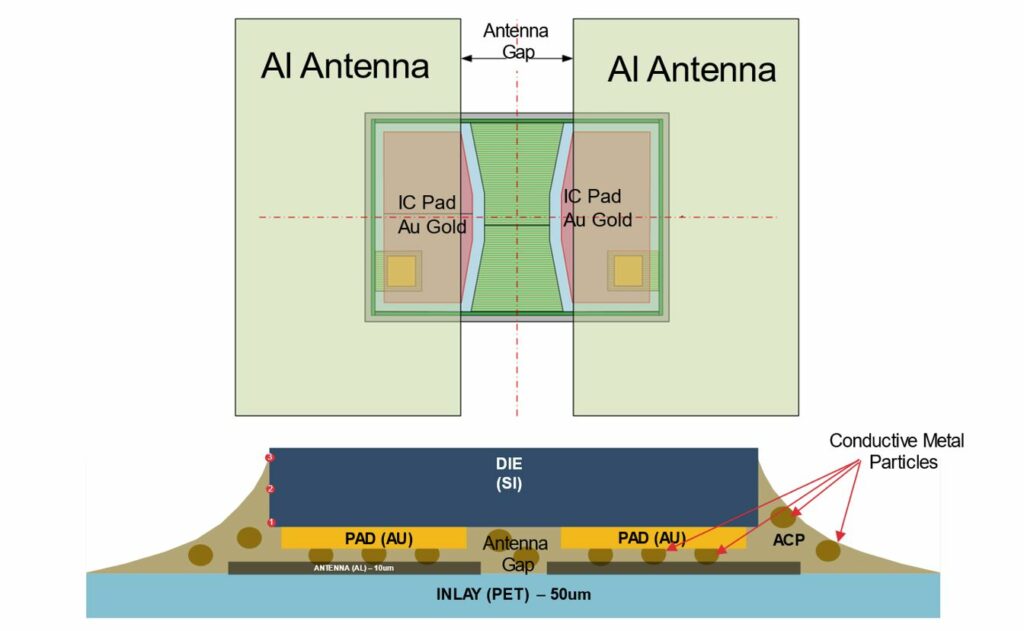
James Guzzo: The electrical connection between the Tag ICs gold pads and the etched Aluminum Antenna Leads are actually made through the 3-8um diameter metal particles that are in the ACP (Anisotropic Conductive Paste). Different ACPs have different size particles of different conductive materials (e.g. tungsten, nickel, etc.) When the IC is bonded there are two hot pieces of metal in the Die attach machine (Called thermodes) that press against the back side of the die (from the top) and the bottom of the PET inlay. The thermodes accomplish 2 goals: The first is to push the conductive metal fragments into the gold pads and the Al antenna leads and the second goal is to cure or harden the Epoxy. One of the “Bonding” parameters is how much force the thermodes push the die into the inlay. The typical Thermode Bond Force is 1.5 Newtons to 2.5 Newtons.
Inlay bottom and cross-section view.
Q4: Are there any low or no-heat adhesives being developed to save time and increase system throughput?
Hannes Jehle: At the moment heat curing is the only curing technology which allows the required reliability. There is a special “low temperature curing” adhesive in our portfolio which allows curing temperatures of 150°C.
Q5: Where do you see the company Delo’s glues in comparison to other glue manufacturers in the race for market share with next-generation machines driving the bonding times lower and temperature higher to reduce machine footprint?
Hannes Jehle: Besides many other applications I do see DELO as the leading supplier for ACAs for RFID applications. Due to our very fast development cycles, outstanding lab support, and very close cooperation with our partners. As far as I know, there are none or not many other ACA manufacturers that can make curing speeds of <100ms happen.
Q6: In your pictures, there is a lot of epoxy placed for those M700 chips. How do you avoid the chips being pulled up by the bond tape in the final bonder?
Hannes Jehle: The coating of the bond tape prevents the tape itself from sticking to the die or epoxy.
Q7: What will happen to an RFID tag if the ACP is not fully cured? Or if the bonding force is not enough or too much?
Hannes Jehle: The required reliabilities will not be achieved. (THT, bending, die shear)
I am a Senior Product Manager, passionate about leveraging technology to drive innovation and solve complex challenges in the RFID industry. With a customer-centric approach, I lead cross-functional teams to deliver cutting-edge solutions that exceed market expectations
Content
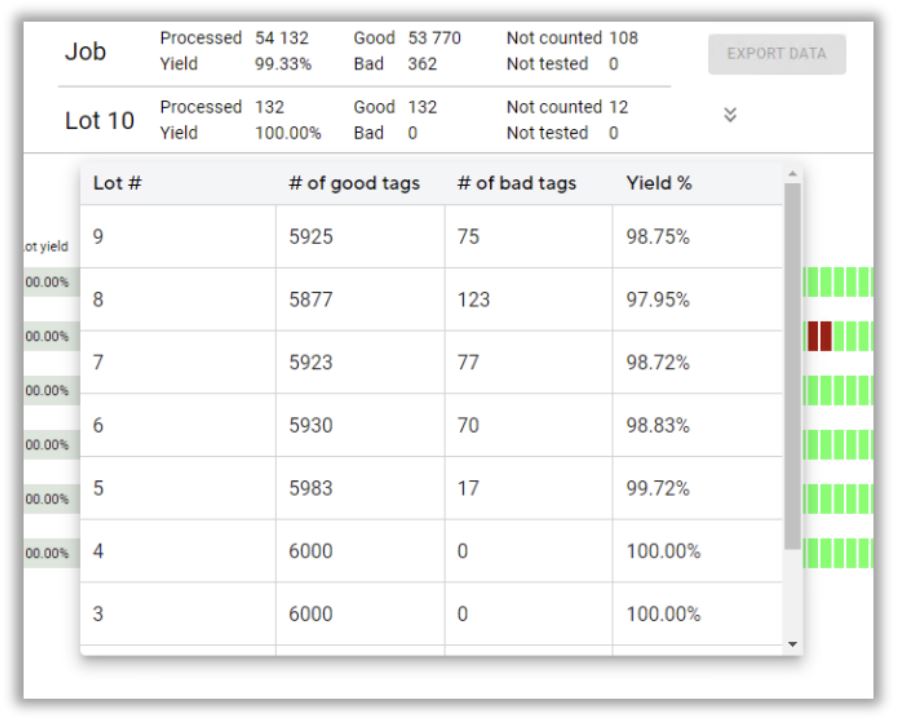
Over the past few years, Voyantic has successfully implemented the Tagsurance 3 quality control system across multiple RFID tag production lines. These integrations not only enable the highest standards in tag manufacturing but also shed light on the positive advancements within the RFID industry. One notable development is the growing synergy between lot management and quality control. For an RFID production manager or quality manager, understanding the quantity of perfectly functioning tags in a delivery is far more meaningful than just having a count and yield percentage.
Incorporating lot management is more straightforward and cost-effective when done in conjunction with the purchase of new production machinery, rather than attempting to implement it post-machine deployment on the factory floor.
What is lot management?
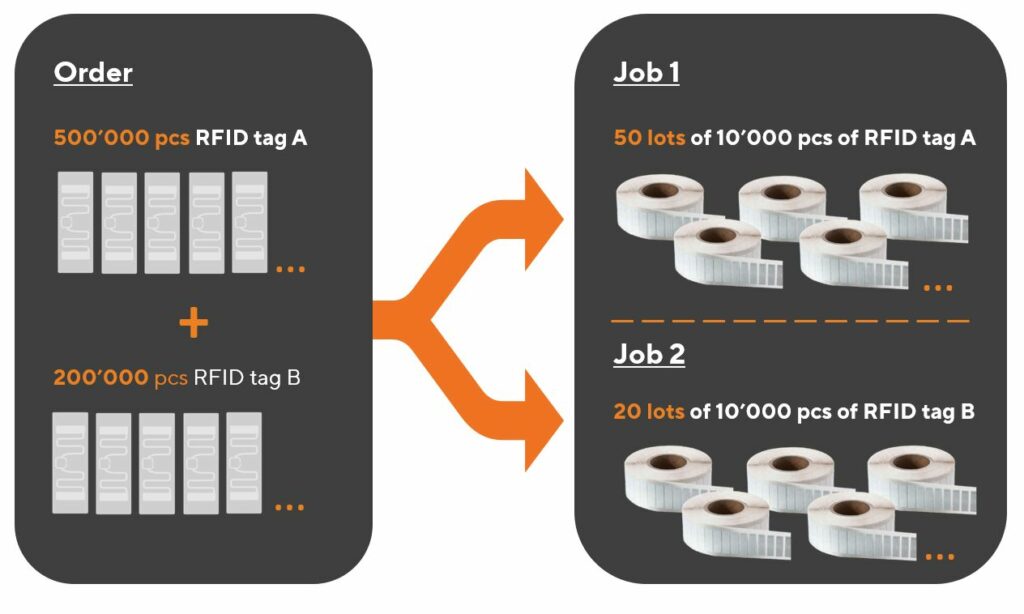
Lot management revolves around the concept of a known quantity of deliverables from a specific process step. In the realm of RFID label production, a lot typically corresponds to one roll of labels.
A closely related term is “job.” A job refers to an operation dedicated to producing a specific type of product for a customer or an internal order. Importantly, the process and output remain consistent throughout a job, which may encompass one or multiple lots.
The terminology is easiest to explain with some pictures.
Relation of a lot to an order from a customer, and a job in production.A lot is typically the same as a roll.
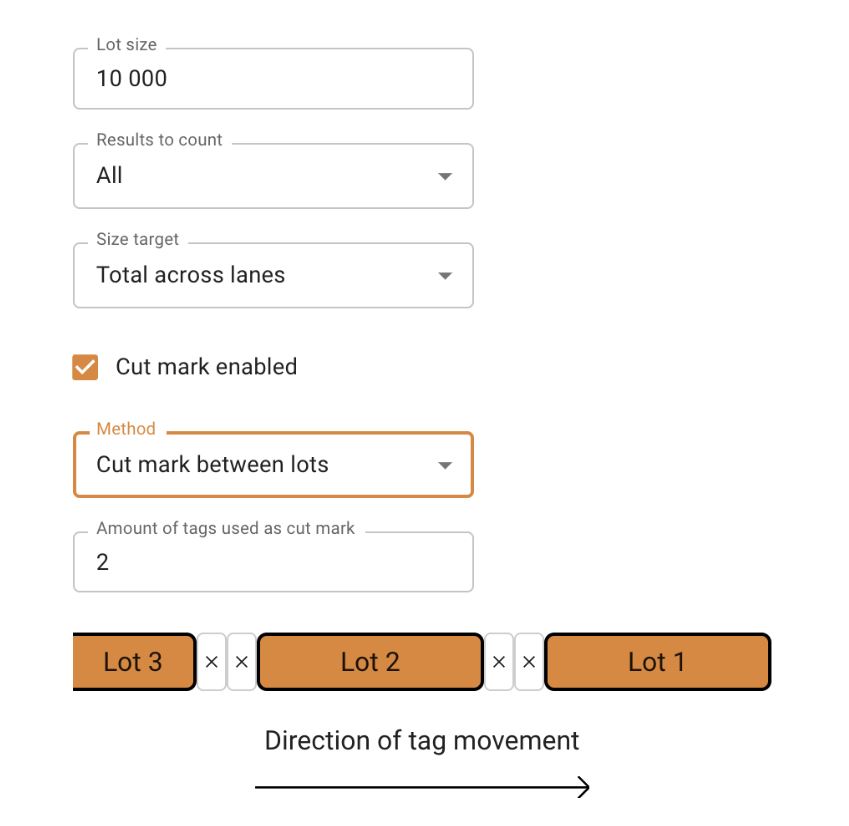
Before starting a job in the Tagsurance GUI, it is possible to define the lot. The lot definition includes details such as.
Are all tags counted, or just the good ones?
Is counting across lanes, or on a single lane?
Is the lot change marked with a cut mark?
What should the machine do when the lot is complete?
Lot management
In a typical production setup, where delivery and production are roll-based, lot management includes:
Producing rolls with the desired quantity of labels,
Understanding the quantity of tags within each roll, and
Generating and reporting relevant data for each lot (each roll)
Tagsurance 3 system role in lot management
Tagsurance 3 quality control system plays a pivotal role in the seamless lot management in RFID tag manufacturing. It employs a sophisticated approach to decide whether an individual tag should be counted in the production result set, leveraging comprehensive test data to ascertain the number of tags produced on each lane, differentiating between good and failed tags.
One of the distinctive features of the Tagsurance 3 quality control system is its granular understanding of the location of each tag on the production line. It precisely tracks the lane and the distance from a trigger sensor in millimeters, providing essential position information. This combination of counts and position data serves as the cornerstone for effective lot management.
Given that the Tagsurance 3 quality control system possesses a wealth of information, it becomes the logical and secure choice to entrust with lot management. An alternative approach could involve transmitting count and fail status information to other machine components, such as the machine PLC. However, this introduces unnecessary complexity and potential risks. In high-speed production lines, even a minimal delay in data transmission (from Tagsurance 3 to machine PLC) carries the risk of misaligning counts by a single tag.
The optimal and most efficient solution is allowing the Tagsurance 3 quality control system to take charge of lot management for the following reasons:
Precise Quantity Tracking:Tagsurance 3 is equipped to accurately determine the number of tags in a roll.
Comprehensive Reporting:Tagsurance 3 generates and reports relevant data for each lot, providing a comprehensive overview of passed or failed tags.
When the Tagsurance 3 system manages the production lot information, the risk of split-brain problems between different systems is eliminated. Additionally, Tagsurance 3 offers the flexibility to provide precisely timed signals before, on, or after lot completion, ensuring a smooth and synchronized production process. This level of integration not only enhances operational efficiency but also mitigates the potential risks associated with data transmission delays in a fast-paced manufacturing environment.
Cut mark
The cut mark serves as a practical tool in lot management, providing a visual demarcation between the end of one lot and the commencement of the next.
Cut marks indicated in Tagsurance 3.
Tagsurance 3 system seamlessly integrates with the manufacturing process, triggering the device responsible for creating cut marks. In many instances, the same device used for marking failed tags is employed for printing cut marks as well.
What does the machine need to handle?
While the Tagsurance 3 system handles various aspects of lot management, the tag manufacturing machine still plays a critical role, particularly in the precise execution of cutting tasks to create the desired rolls.
There are different ways to do this:
Automatic turret rewinders
Some machines incorporate automatic turret rewinders, presenting an efficient solution. In this setup, the production job operates continuously, and rolls are automatically cut to the correct size. This automation eliminates the need for manual roll changes by operators.
Cut mark and manual cutting
In certain scenarios, manual or semi-manual cutting methods prove to be a better alternative. Safety considerations often drive this choice, as automatic cutters need to be well-shielded for the safety ofrom human operators.
In a manual or semi-manual process, the machine halts when the liner reaches the cut position, such as at a splicing table. The operator then manually cuts the liner before seamlessly continuing the process with a new output roll.
Please accept marketing cookies to watch this video.
This video shows an example of a Turret Rewinder by GM where, at the end of a lot, the machine first slows down and stops, and then an operator cuts the web and finally restarts the machine.
Selecting the appropriate cutting method depends on factors such as safety requirements and the layout of the roll handling area. Whether through automated turret rewinders or manual cutting processes, the tag manufacturing machine’s role in achieving precision and efficiency ensures the delivery of high-quality RFID tags.
Must-have machine features for seamless integration
One indispensable feature that facilitates the seamless integration of lot management with automated testing solutions is a digital IO (Input/Output) input, acting as a control mechanism for the manufacturing machine.
Stop signal input
For efficient lot management, there is a need for precise and controlled stopping mechanisms. Particularly in high-speed machines, abruptly halting operations may compromise accuracy, leading to challenges such as incorrect cutting positions on automatic turret rewinders or misalignment at the splicing table. The inclusion of a digital IO input allows for a controlled cessation of the machine, ensuring accuracy and reliability in the manufacturing process.
Slow down signal input
In practical terms, high-speed machines benefit from a gradual slowing down process before coming to a complete stop. This gradual deceleration is vital for intricate operations, such as ensuring precise cutting positions or accurate alignment at various stages of production. The machine’s ability to receive a digital IO input for initiating the slowdown process enhances the overall control and precision of the manufacturing workflow.
The machine slows down before stopping.
Serial port interface alternative for stop and slow down signals
While digital IO inputs serve as the standard for most machines, it’s worth noting exceptions, such as the utilization of a serial port interface in certain models like the Muhlbauer DDA machines. However, in general, the industry standard leans towards the effectiveness of digital IO inputs for optimal control and coordination between lot management and quality control systems.
Nice-to-have machine features for improved efficiency
Two features that significantly contribute to this efficiency are Cut Mark Capability and Operator Signal Integration.
Cut mark capability
Having a discernible cut mark on labels proves invaluable for human operators, especially when machine stopping accuracy is not within a few millimeters. This visual indicator aids operators in clearly identifying which labels belong to the previous lot and which are part of the next one. Even with automatic turret rewinders, the presence of a cut mark provides operators with peace of mind regarding the correctness of quantities.
The Tagsurance 3 system excels in this aspect, precisely triggering the cut mark at the right position. This feature not only enhances accuracy but also empowers operators with a clear demarcation between lots, ensuring seamless continuity in the production process.
Operator signal
Efficient lot management extends beyond just machine capabilities; it involves effective communication with operators. Even in the case of automatic turret rewinders or manual cutting scenarios, alerting operators when a lot is nearing completion proves invaluable. This proactive approach allows operators to prepare for tasks such as cutting the liner and changing the roll promptly, minimizing machine downtime.
The Tagsurance 3 system takes the lead by providing timely signals, either on lot completion or even a predetermined quantity before completion (e.g., 500 labels before the lot concludes). These signals can be utilized by the machine to trigger visual alerts, such as signal lights, or audible notifications through loudspeakers. This integrated communication ensures that operators are well-informed and can take prompt action, contributing to a more streamlined and efficient RFID tag manufacturing process.
Signal lights alert the machine operator.
Strategic considerations for a label manufacturer to optimize lot management
The seemingly minor features within the production machinery play a pivotal role in the seamless execution of lot management. Features such as
slow down signal input,
stop signal input,
serial port interface on some Muhlbauer DDA machines,
ability to print cut marks and,
ability to signal the operator
might appear subtle, but their absence can pose challenges in implementing effective lot management.
When investing in a new label manufacturing machine, ensure that lot management-related details are explicitly specified. The absence of connectors and signaling means can prevent lot management from working optimally. As RFID technology evolves, these features become indispensable for RFID production and quality managers seeking to elevate standards and achieve greater efficiency in the tag manufacturing process.
Connect with us to learn more about Tagsurance 3 lot management features and integration into production machines.
I work as a Marketing Manager at Voyantic. I have been working in B2B marketing for over a decade, first in the Wi-Fi industry and now with RFID. My job is to make sure our target audience knows how Voyantic can help them to excel in RFID.
Content
Our past two Voyantic webinars have focused on educating the label-converting industry on RFID – how to get started with RFID labels and what are the key things you should consider to succeed in the RFID business.
The first webinar covered the RFID technology basics for label converters. (If you missed it, you can watch the recording here).
For the second webinar, we invited panelists from different companies in the RFID label ecosystem, including an inlay supplier, a converting machine manufacturer, and a label converter, to give their perspectives on what is essential in RFID label converting. We also had our own expert on the panel to talk about the importance of quality inspection in RFID label production.
Check out the webinar recording or read the highlights from the webinar discussion below.
Wayne Oldham, Innovation and Sustainable Technology Director at 4id Solutions. 4id Solutions is a label convertercompany specializing in RFID.
Axel Hess, Product Manager RFID at BW Papersystems. BW Papersystems is a converting machine manufacturer and a pioneer in RFID technology.
Amy Lu, Global Sales Manager at Arizon RFID Technology. Arizon is anRFID inlay and tag manufacturer, providing ODM & OEM services to RFID companies and system integrators.
Gerald Smid, Solution Specialist at Voyantic. At Voyantic, Gerald helps our customers integrate and set up Voyantic’s quality control systems on their RFID production machines.
Understanding the RFID Label Buyer Needs
When it comes to RFID labels, there is often a gap between a customer’s request and what the customer needs – the initial customer request often differs significantly from the final product they end up getting. When customers have a weak understanding of RFID technology some level of education is always required. Education is needed to make sure the label buyers understand the capabilities and limitations of the technology and to ensure they have a clear understanding of their use case requirements in order to find the right label product.
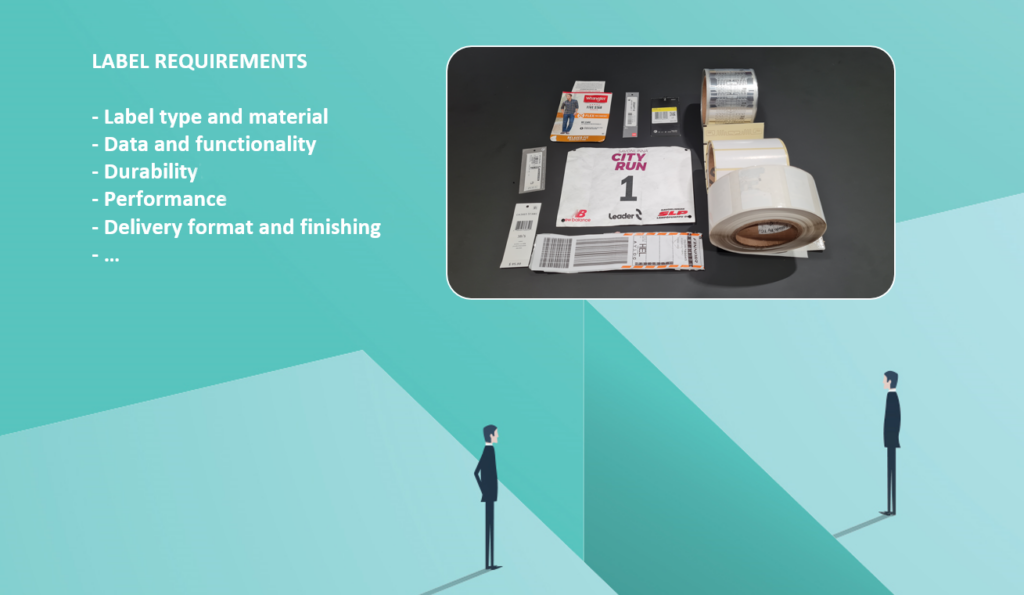
To address this challenge, companies like 4id Solutions employ a range of templates with specific questions that help in identifying the customer’s exact requirements. The questions range from technical aspects such as what frequency they need, features, performance, and data requirements to material selection, use cases, and form factor requirements. Voyantic has also put together an RFID Tag Buyer’s Guide with a checklist for label requirements and considerations.
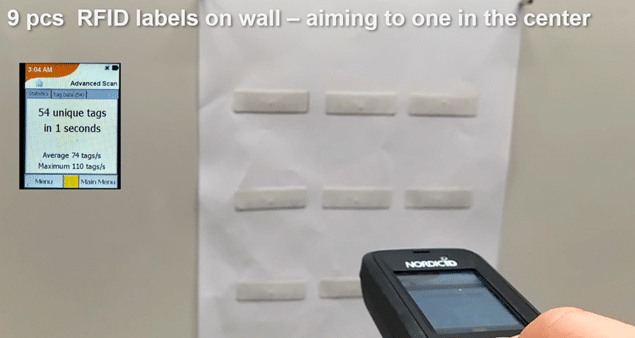
For both label converters and end customers, understanding the application is also critical in the RFID inlay selection process. Some products may be challenging from an RF perspective, for example, products containing metals or liquids. These kinds of products require an inlay designed specifically for those purposes. The number of RFID labels that need to be read simultaneously also varies according to the application. In some use cases, like apparel inventory, where multiple labels must be read simultaneously, the choice of inlay becomes crucial to ensure stable and consistent performance. Inlays are always designed, and often certified, for specific applications and materials. New customers require guidance to select the right inlay for their application.
Label type and functionalities are selected based on the application and the product type.
From an RFID converting machine manufacturer’s point of view, the customers’ challenges include narrowing down the focus of their RFID project. Customers must not only consider the shape and size of the RFID label but also the choice of materials, inlays (dry or wet), and chip direction. These choices significantly affect the configuration of the converting machine. The clearer the output specifications are the better the machine can be configured for a specific product.
Whether we are talking about machines, inlays, or ready labels, standardization, and shared practices within the industry could further help the industry with interoperability and drive the adoption of the technology.
Best practices:
Ask a lot of questions from your customers to nail down requirements
The required read range and the reader type are factors in inlay selection.
RFID Label Converting Practicalities
The biggest difference between RFID label converting and traditional label converting is that RFID labels contain electronic components that can be easily damaged in the converting process. The most effective way to avoid any issues is to understand your converting equipment, have a strong relationship with your suppliers, and ask as many questions as you can possibly think of. No question is considered too trivial in the RFID field, as asking the right questions can potentially save thousands of dollars that would be lost in a failed production run.
For a label converter, it is also important to have a good relationship with your inlay supplier to make sure you have all the latest information and understanding of the inlay materials and the impact they will have on how the materials run through your converting press. It is always better to do test runs with new materials and construction to see the impact on the converting process.
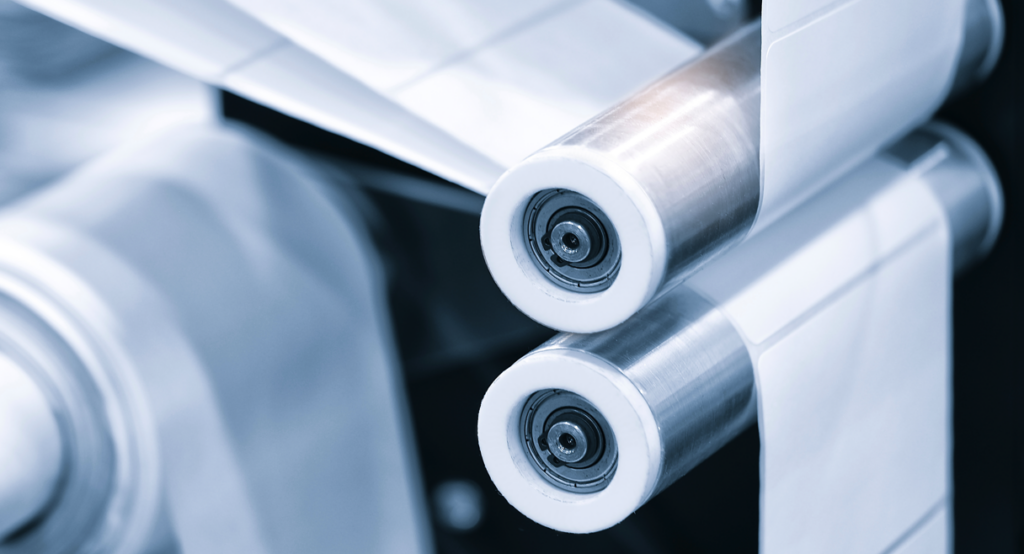
Protecting the IC within the RFID label is imperative to prevent mechanical damage. Traditional label manufacturers may focus on production speed and appearance, while RFID label converters need to prioritize IC protection. To protect against damaging the IC, there are special rollers available with IC protection (avoidance slot) or you can use special rollers with very soft materials to protect the IC from pressure.
Maker sure the machine rollers are suitable for RFID labels.
Another important aspect to consider is ESD (electrostatic discharge) protection. ESD control systems are vital, especially when exposed antennas are involved, ESD can potentially damage the tag IC.
Best practices:
Ask a lot of questions from your machine and inlay vendors
Know your machine!
Do test runs
Consider IC protection in every production step
Consider ESD protection
The Importance of Quality Inspection
“It’s very hard to damage a piece of paper, it’s very easy to damage an [RFID] inlay when you are running it through a converting press. And it’s very easy to damage a lot of inlays very quickly when you don’t have the right processes in place.” – Wayne Oldham, 4id Solutions
For a label converter who cares about the quality of the delivered products, a proper RFID quality control system is essential. Without RFID inspection, there is no way to guarantee the quality of the labels that have been sent to the customer as RF performance cannot be visually verified. A damaged RFID label may look exactly the same as a working one. RFID label performance can only be verified with RF measurements.
A professional RFID quality testing system provides a comprehensive assessment of the tag’s performance on multiple frequencies. Using a simple reader to test that the tag responds, does not give a full picture of the performance nor assurance that the tag will also work in the end user application, from the required distance and attached to the product. A testing system is also a valuable tool for the machine operator, giving visibility into the production process to ensure everything runs smoothly.
A quality control system gives a full picture of the RFID labels’ performance and detects labels that are outside of specifications.
Each label must be tested individually, at high production speeds, and faulty tags can be marked, removed, or killed using chip killers or chip crunchers, depending on customer preferences. What is done to the faulty tags post-production is another important consideration for the label converter. The types of machines and processes handling bad labels also depend on the label types, for example, whether you are producing single tickets vs continuous label rolls. Some customers choose to save costs and remove the faulty, marked labels themselves in the label application process.
Best Practices:
Test every label in the production line with a proper RF inspection system
Long-Term Considerations for RFID Label Converters
The RFID market is growing, and long-term considerations are integral when purchasing RFID converting machines. Companies must consider their target markets, future requirements, and budget when making decisions on investments. The choice of machine impacts the types and volumes of labels that can be produced.
Although retail is still driving the market, several applications, such as consumer packaged goods (CPG), healthcare, and logistics, hold promise in the RFID industry. To stay informed about market trends, consult reports from the RAIN Alliance website. The RAIN Alliance also serves as a valuable resource for networking with industry experts and peers.
How to Get Started with RFID?
For those new to RFID converting, education, building in-house expertise, and early engagement with suppliers are crucial. Take the time to understand the technology, machines, and various aspects involved. Navigating the world of RFID label converting is a process that demands a deep understanding of customer needs, best practices, long-term considerations, and the broader RFID ecosystem. You also need to be agile — the RFID industry develops quickly, and new tag ICs with new features and functionalities are constantly introduced. However, the RFID industry also offers numerous opportunities for new converters as well as customers.
I am Sales Director at Voyantic. I have over 15 years of experience from the RFID industry in Europe and the USA. I have two master's degrees: in industrial engineering and in marketing, and two patents in auto-ID technology. I am actively participating in RAIN RFID alliance activities.
Content
In the past couple of years, I have been following several projects where the Voyantic Tagsurance systems have been integrated into production machines. Surprisingly often, the biggest problems have been related to triggering – “seeing” accurately when a label enters the system. The experience even turned into a rule of thumb: “If something does not work correctly, first check the triggering”. I have realized that getting the triggering to work correctly is of utmost importance.
At the same time, I have been pleased to see plenty of new Tagsurance features that help to avoid challenges with triggering.
In this article, I will discuss:
Why it is so critical to get triggering to work perfectly?
Why triggering can be difficult?
How do Tagsurance 3 features help get the triggering reliable?
Principle of Triggering
All (or most?) trigger sensors work with the same few simple principles:
Each sensor has a physical parameter it monitors. Depending on the sensor type the parameter can be the strength of light of a certain color (through a beam sensor), amount of conductive material (an inductive sensor), darkness of view (a contrast sensor), darkness and shade of color in view (a color contrast sensor), and so on.
The sensor has a window of view. It only senses the parameter within this window of view.
The sensor is trained/programmed to recognize when the parameter passes a threshold value. For example, if a view of a contrast sensor gradually turns from white to light grey to darker greys and black in the end, the sensor is trained to see a specific point in the continuum as the threshold point.
At the threshold point the trigger sensor’s digital output changes from 1 to 0 (or vice versa, or the trigger sends a pulse).
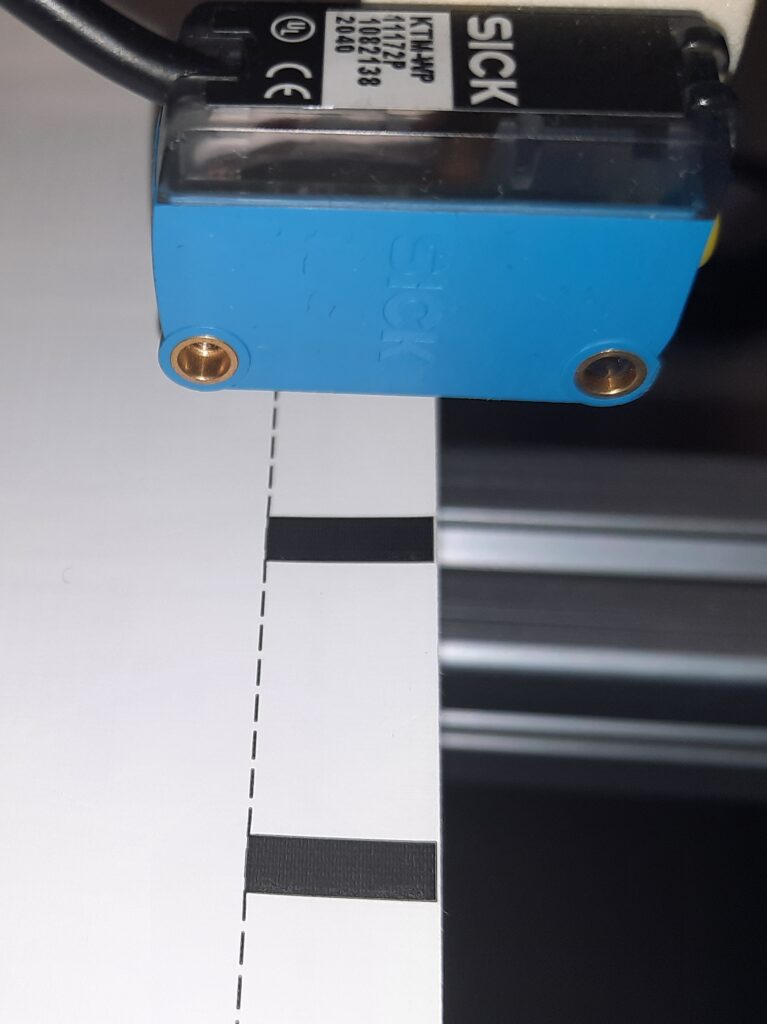
A contrast sensor is designed to see the edge between light and dark areas when the edge passes the window of view. In the sample, the labels have a printed trigger mark to make the triggering easy.
Why does triggering need to be perfect?
Any problem in triggering will affect the overall quality system performance, production machine performance, and production process accuracy and efficiency. Some triggering problems are obvious, some are more subtle.
Missed triggers
Double triggers
Not detecting missing labels
Suboptimal timing
Suboptimal positioning
If a trigger is missed on a tag, that tag flies through the machine undetected. It would not be tested or otherwise processed. It would not be recorded in production logs. It would not be counted to output quantity. But it would be on the roll and get delivered to the customer – free of charge, of unknown quality, and probably incorrectly processed. With a high likelihood, there would be problems awaiting the customer.
A double trigger is an opposite issue. One label is counted twice and attempted to be tested and processed twice. There is a high likelihood that one or both of the process actions fail. The customer would only receive one label instead of the two that were counted. Counts, log files, yield data, and so on would be incorrect.
In some processes, a label can be detached from the liner. Recognizing these missing labels can be important for keeping the entire process optimal. The challenge is to notice when a label does not pass the trigger sensor when expected. A bit of smartness needs to be added to the trigger signals.
In RFID label production machines, there are usually only a few milliseconds to test an individual tag. Accurate results are based on the inlay being at the right position on top of the test coupling element when the test is made.
In this example, a label can move 7 mm on top of the Snoop Pro coupling element while being tested. With 60 m/min lane speed, this gives 7 ms of test time. If 1 mm is wasted because of suboptimal or non-consistent triggering, the test time is reduced to 6 ms (about 14.2% less time available).
Why triggering can be difficult?
The root causes for triggering difficulties vary:
One sensor type may not fit each produced material.
The “edge” may not be clear enough for the sensor in use.
There may be multiple edges per inlay at the path crossing the window of view.
When the liner moves, it may also drift across the lane, or vibrate up and down.
Materials have imperfections.
With fast-moving material, it is not easy to see the exact position of triggering – optimization is difficult.
In RFID label machines typical materials to trigger are:
Inlays
Cut labels
Uncut labels
Cut RFID labels
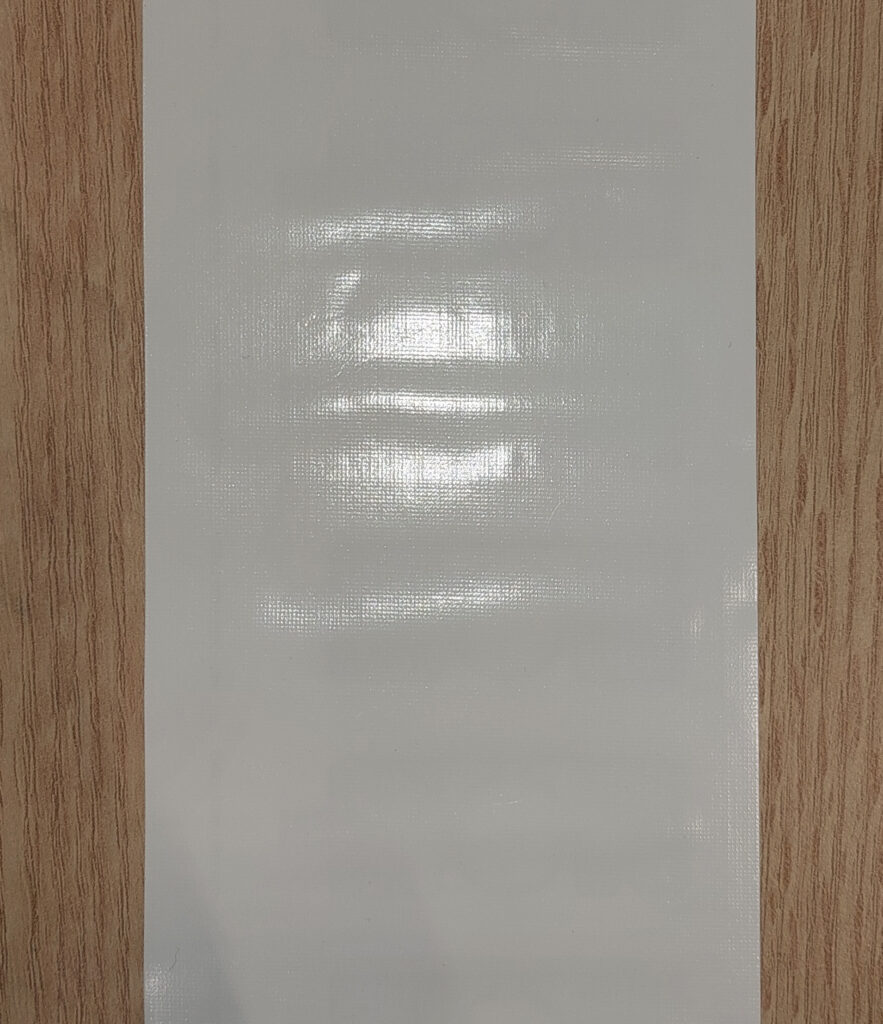
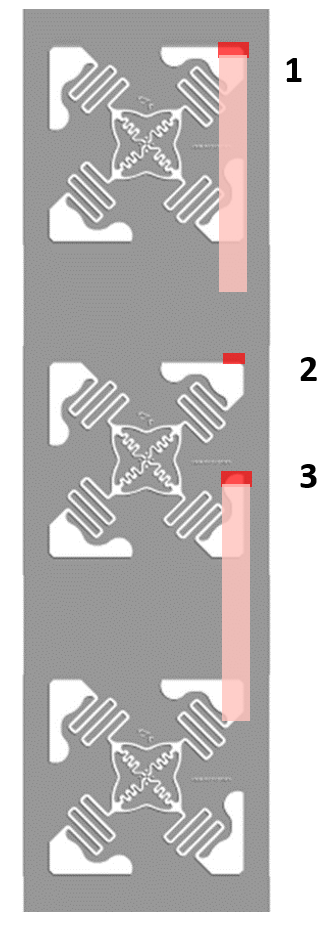
Cut labels are usually the easiest material with clear edges between the label and out of the label. Triggering issues may arise, for example, if lighting conditions change. Glossy materials would amplify the difficulty. The issue is that the threshold position within the window of view can drift if the sensor receives a variable amount of light. If the color of the liner is close to the color of the label, detecting the edge may not work with a contrast sensor.
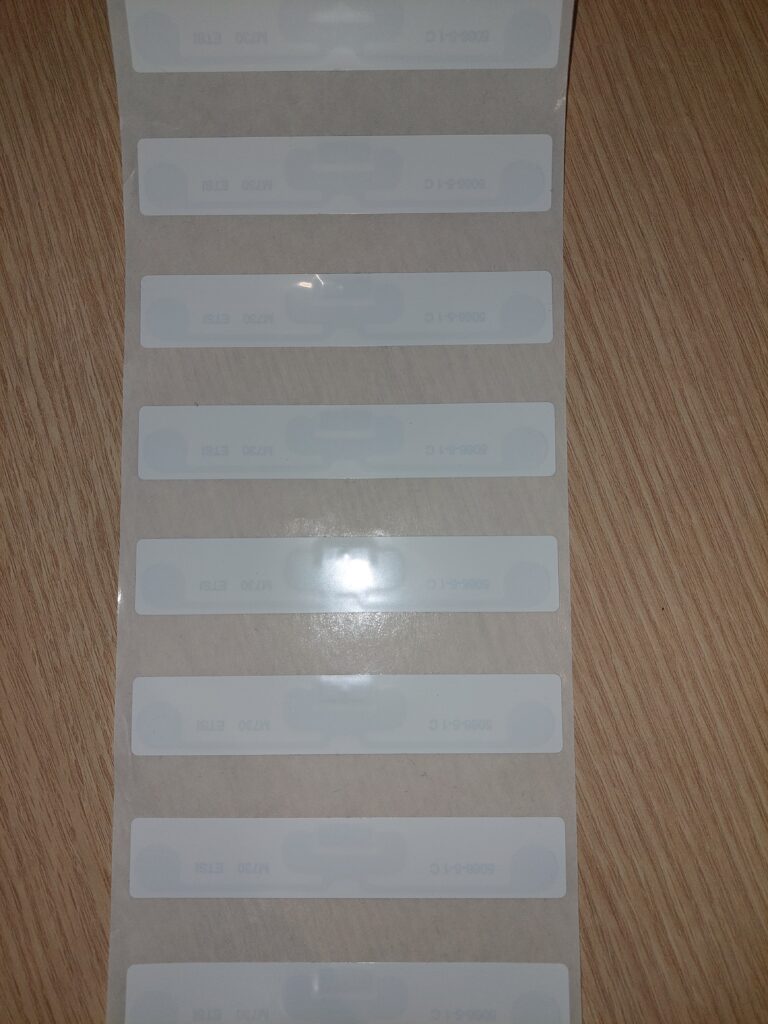
Uncut RFID labels. Note also material being wavy, this is a potential problem for accurate triggering.
Uncut labels without a trigger mark cannot be triggered with contrast sensors. Depending on the material a through-beam sensor or metal sensing inductive or capacitive sensor is needed.
Inlays with no single-edge trigger path (multiple edges per label). (inlay outline from www.tageos.com)
Some inlays (antenna on a transparent liner) may not have a clear trigger path, but the trigger sensor would fire multiple times per inlay. Sometimes the antenna shapes are small compared to the window of view, in this case, even the smallest drift across a lane could be a problem.
Inlays with a clear trigger path (inlay outline from rfid.averydennison.com)
In label machines lane speeds are typically tens of meters per minute and can be even hundreds of meters per minute. At high speeds, materials start easily vibrating. If the material happens to jump when the edge is in the window of view, there is a risk of double trigger.
Voyantic Tagsurance 3 system has several built-in features that help with triggering.
The Tagsurance 3 system has features that help in avoiding typical trigger problems.When used correctly, the Tagsurance triggering is 100% reliable.
Tagsurance 3 Triggering Features
The Tagsurance 3 features that help with triggering include:
Support of multiple sensor types
Advanced pattern recognition
Simulated triggers
Visibility on trigger performance
Strobe light
Tagsurance 3 Supports Multiple Trigger Types
Several types of trigger sensors can be used in the Tagsurance system. All these sensors are plug-and-play compatible with the Tagsurance system.
Contrast sensors (grayscale or color contrast) recognize differences in color or darkness, such as the edge between a liner and a label, as long as there is a contrast difference.
Through-beam sensors sense changes in materials’ capability to pass light, as long as some part of the material passes light.
Capacitive triggering senses edges between metal and non-metal
Ultrasonic triggers sense differences in material thickness
Several trigger sensor types can be used in the Tagsurance 3 system.
Pattern Trigger
Pattern trigger is a feature that can always be used. Defining a simple pattern has proven to be an efficient way to avoid double triggers regardless of the root cause. It eliminates double triggers arising from complex antenna patterns, varying light conditions, a vibrating liner, and so on.
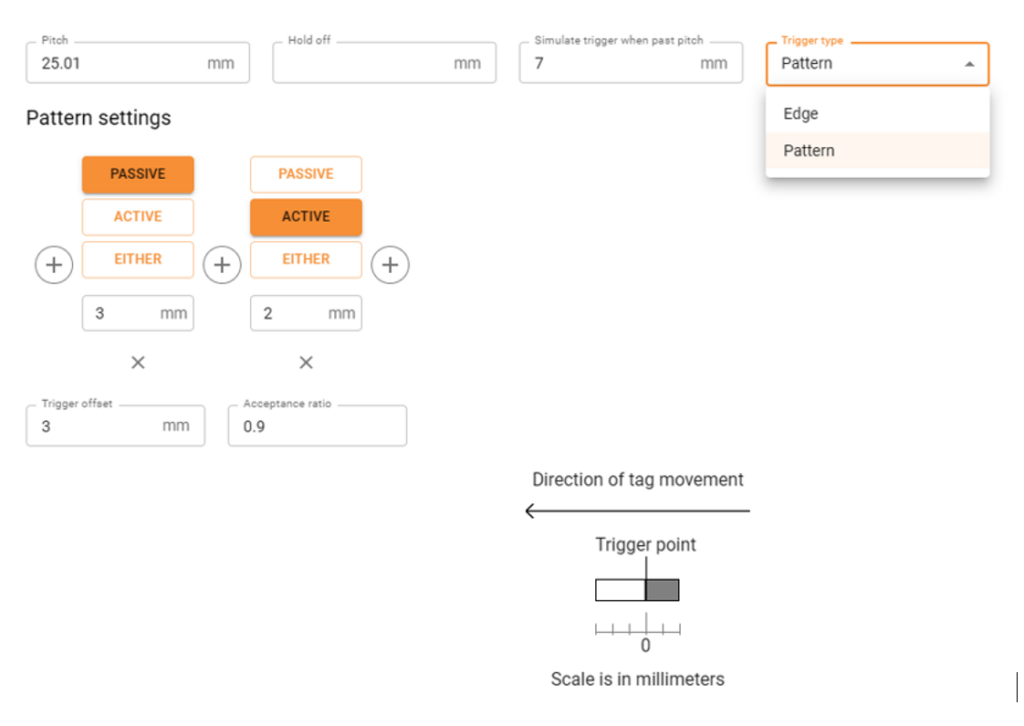
An example of a simple pattern trigger settings.
The above picture illustrates settings defining a simple pattern. This pattern replaces a plain edge recognition, by expanding the edge. In this pattern, when the label passes the window of view of the trigger sensor, the sensor must first see 3 mm white, and then 2 mm color (trigger mark). When the defined pattern is seen, the trigger is fired at the actual edge position inside the 5 mm long pattern.
This pattern efficiently eliminates double triggers. If the trigger saw 2 edges – for example, because of liner vibrating, the pattern rule would not be met. This is when simulated triggering comes into play.
Simulated Trigger
In the above settings, the repeat length, aka pitch, is defined to be 25.01 mm, and a simulated trigger is generated after 7 mm has passed from the expected trigger position. The following actions are performed at the expected label position (and not 7 mm off).
The trigger is simulated if the sensor doesn’t fire as expected, regardless of the reason. Reasons for not triggering could be poor-quality printed trigger marks, missing labels, lane drifting, or trigger patterns not matching the set trigger pattern conditions.
The simulated trigger feature fixes most of the issues causing the trigger sensor not to see the edge as expected.
The simulated trigger feature is also used in detecting missing labels.
Hold-off Distance
Another possibility to avoid double triggers is to set a hold-off distance. With this feature, a double trigger is discarded within the hold-off distance. For example, if a 0.5 mm hold-off distance is set, it eliminates most of the double triggers.
Hold-off distance should be used with caution when used to avoid double triggers in complex inlays.
Use hold-off distance with caution. In the example, an inlay is normally triggered on the first edge, and triggering on the second edge is avoided by setting a hold-off distance (1). But, if a trigger is missed (2), the triggering will permanently go off sync (3).
Visibility into Triggering
Tagsurance 3 system provides visibility on trigger reliability. The trigger sensor view shows the actual repeat length as seen by the trigger sensor.
Trigger sensor view
In the above example, there is periodically one repeat that is about 0.5 mm longer than others. This 0.5 mm must be considered when optimizing the trigger position. An additional 0.5 mm safety margin must be used.
Trigger sensor view – missing label
In this example, the liner drifted and for a short period, triggers were missed. The scale of the repeat length changes for a while because of the exceptionally long trigger interval. Similarly, double triggers would be observed as exceptionally short trigger intervals.
Strobe Light
For optimizing trigger position Voyantic offers a strobe light that automatically synchronizes with trigger signals. The strobe light flashes whenever a label is in the test position. And because the human eye works as the human eye works, the strobe light shows perfectly where the label is on the coupling element when testing starts. Optimizing trigger positioning becomes easy.
When the trigger position is adjusted in the GUI, the trigger mark shift can be observed with the help of the strobe light. (Note that the video with frame rate limitations does not do justice to the strobe light, the real-life view is even better)
Recommendations – How to Make Triggering Perfect
Select a sensor type that matches the material.
Use the pattern trigger feature combined with simulated triggering.
Confirm reliable triggering with the trigger sensor view.
Use strobe light to fine-tune the trigger position.
With the above principles, the trigger sensor will work perfectly.
See Tagsurance 3 in Action
Book an online demo
Fill in your details, and we’ll be in touch to schedule an online demo.
I work as a Marketing Manager at Voyantic. I have been working in B2B marketing for over a decade, first in the Wi-Fi industry and now with RFID. My job is to make sure our target audience knows how Voyantic can help them to excel in RFID.
Content
Summary
Bad RFID tag production quality = unacceptable variance in tags’ sensitivity = inconsistent performance / read ranges = unreliable RFID system performance = unhappy customers = bad for business
Quality can only be checked with professional RFID testing and quality control systems
Voyantic can help you improve design and manufacturing quality
Voyantic has published a lot of content about RFID technology, the market, and quality testing practicalities. But I wanted to understand what quality really means in RFID. And why should label converters and tag manufacturers care? Read on to find out what I learned.
Framework of RFID Tag Quality
The quality of RFID tags and labels boils down to RF performance – how consistent is the performance compared to the RFID tag specifications? RF quality cannot be seen with the human eye. Nor can the RF performance of a smart label or inlay be checked with any camera, x-ray, or machine vision. The quality can only be checked with RF (radio frequency) measurement system.
With that in mind, the following framework describes the levels of defining smart label RF quality, from design quality to documented production quality control:
Design Quality means fit-for-purpose RFID tags are designed for different use cases and applications. Good quality design means that the tag has the required performance and durability for the intended use case, taking form factor and unit cost into consideration as well. In practice, performance translates into readability and read range of the tag in the environment it was designed for: from how far the tag can be read, and from which angles, what type of items is it a good fit for?
Tags can be functional but not-fit-for-purpose Taking a simple approach, the functionality of the tag can be checked with any reader – if the tag ID can be read, it is a functional tag. Sadly, this approach does not reveal aspects of quality, or if the tag meets the requirements or not.
Consider an analogy to a tag functionality test from the automotive sector: at the end of a car factory line, someone only looks at and listens to the cars: “I see a car and hear the engine – Quality check ok!”
RFID tester verifies that tags meet the specifications A proper quality test measures the RF performance of the tag, preferably on the production line. Voyantic’s Tagsurance 3 RFID production quality control system checks the tags’ performance against pre-set criteria. The system gives a pass/fail result based on the requirements for each RFID tag passing through the system.
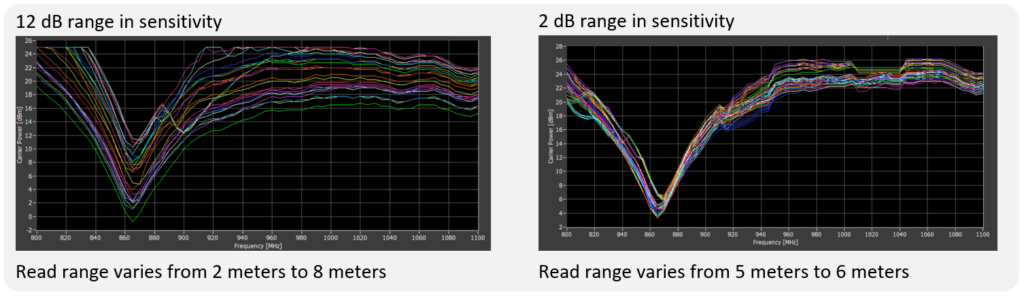
Knowing the production variance is the key to improving your process Quality testing also reveals the variance in the tested tags’ performance. The variation in the tags’ sensitivity in practice means the differences in the tags’ read range. Tag sensitivity is the measure of how much power is needed to wake up a tag. Variance is inherent to mass production – manufactured tags are never perfectly identical. Quality requirements set the acceptable variance limits for the tags’ sensitivity, ensuring they meet requirements for consistent performance, i.e., consistent readability of the tags.
Knowing the variance is essential for internal development: for discovering good practices, and making comparisons – comparing machines, production teams, materials, settings, and so on.
Customers expect proof of quality The highest level is to be able to prove the quality in detail. A professional quality control solution automatically records a log of all tests with the tag’s unique codes along the log data. This record can be used to prove the quality of the production batch and to prove the quality of each individual tag.
Testing in RFID inlay and label production is required to verify the produced tags meet the designed sensitivity.
Why Quality Matters…
…for the RFID system end-users?
Variation in sensitivity causes the readability of the tags to vary. Differences in tags’ read ranges lead to missed readings, and ultimately, decreased reliability of the whole RFID system. High variation in tag sensitivity also indicates variation in durability – some tags may last longer than others. End users will not be happy to see the reliability of the RFID system decrease.
Customers expect consistency and for each tag to perform according to its datasheet information. As customers’ knowledge and experience of RFID technology increases, they also expect a documented quality program and, in some cases, require documented proof of quality from the tag supplier, and even compliance with a quality standard.
Please accept marketing cookies to watch this video.
…for manufacturing?
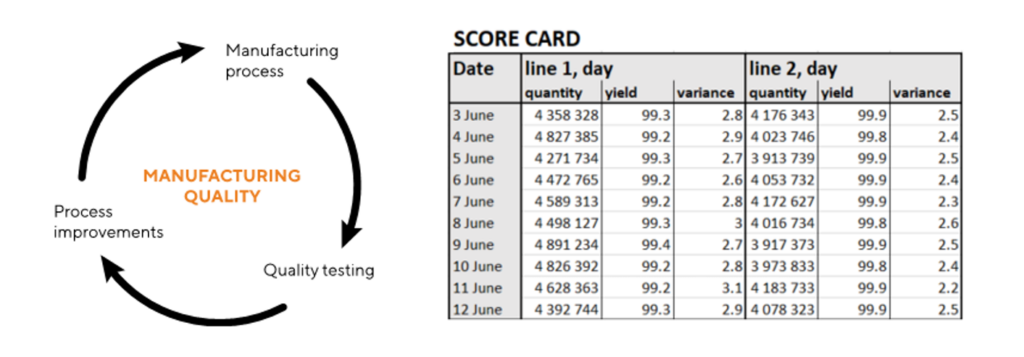
Quality management is the bedrock of RFID inlay and label manufacturing. A complete RFID quality control system gives visibility into the production process to catch production line issues early on before more tags start to fail, thus reducing waste and improving yield.
The statistical quality data also enables comparing machines, production lines, and shifts. Good practices can be adopted, and poor performance can be addressed, improving the overall efficiency of production.
… for management?
A company’s top management typically focuses on the long-term growth and profitability of the company. High-quality products contribute to customer satisfaction, thus helping to drive more recurring sales revenue. Higher production yields, reduced waste, and increased production efficiency also contribute to better margins.
The measured quality data is the basis for continuous operational improvements and long-term profitability. In practice, data enables optimizing investments: Which machines and materials work the best, and where there is room for improvement?
The Cost of Bad Quality
As the industrial scale of a company increases, the importance of good quality and reliability gets to a whole new level. Two very typical use cases for RFID are inventory tracking and supply chain management. Big brands and retailers may have hundreds of millions of items tracked and traced with RAIN RFID throughout their supply chain and retailer networks. If you consider, for example, that 1 percent of the RFID tags used to track items do not work well, that doesn’t initially sound too bad. But when you are tracking hundreds of millions of items, 1 percent translates into millions of products being lost from inventory tracking and considered stolen, wasted, or otherwise unaccounted for.
Voyantic’s core business is to measure the performance of RFID tags and inlays – to help our customers make sure every delivered tag works right, and enable engineers to make better products. Our vision is that every RFID tag and label have been tested and verified in the production process with our quality control system
Get in touch to see if we can help you with your RFID projects!
I work as a Marketing Manager at Voyantic. I have been working in B2B marketing for over a decade, first in the Wi-Fi industry and now with RFID. My job is to make sure our target audience knows how Voyantic can help them to excel in RFID.
Content
As the demand for RFID smart labels is growing, traditional label converters are increasingly getting questions from their customers about adding RFID to their label products.
Label converters that are just starting with RFID or considering it, need to first educate themselves on the fundamentals of the technology and what is involved in producing RFID labels. We decided to host a webinar to help with this first step.
The RAIN RFID market is developing in terms of volume, value, and diversity. Big retailer mandates, such as the Walmart mandate, also have an effect on driving growth on the retailer side, creating opportunities and challenges for the players in the market. Likely, your first RFID label customer will not be your last one.
The webinar focused on the basics of RAIN RFID specifically in the context of label converting in the retail industry: what are the key aspects that a label converter needs to consider when adding an RFID inlay into labels, turning them into RFID labels?
The webinar also touched on data standards and data encoding. Knowledge of encoding and different data standards is the key to preventing tag clutter which can be an issue in the RFID industry, but also to enabling the use of the item’s digital identity throughout its lifecycle. For example, the same RFID tag can potentially be used in various different applications from logistics management, and inventory tracking in the store, to customer self-checkout, and customer experience applications.
There are a lot of great resources available for the basics of RAIN RFID technology, its applications, and its unique benefits. If you are a RAIN RFID beginner, https://www.rainrfid.org is a great place to start.
How to Approach the Increased RFID Label Demand?
The typical steps that label converters need to take to get into the RFID label business include:
Acquiring information and knowledge
Expanding supplier and partner networks
Upgrading different production machinery for RAIN RFID
Investing in dedicated RAIN RFID production machinery
The first step always is to acquire information. What does your customer need and is there a mandate or any other requirements documentation that you need to familiarize yourself with? What is the format of the label that is needed; a sticker, a hangtag, or a prime label? What kind of data is needed for the label, both printed and encoded?
You will also need to learn essential information about RFID technology and RF-specific considerations for the label production process. Inhouse expertise on RFID and any applicable mandates is highly recommended, in addition to finding the right partners. An in-house expert enables you to become a value-added supplier to your customer to navigate through new requirements from their retail customer.
Read on to get started with the first step.
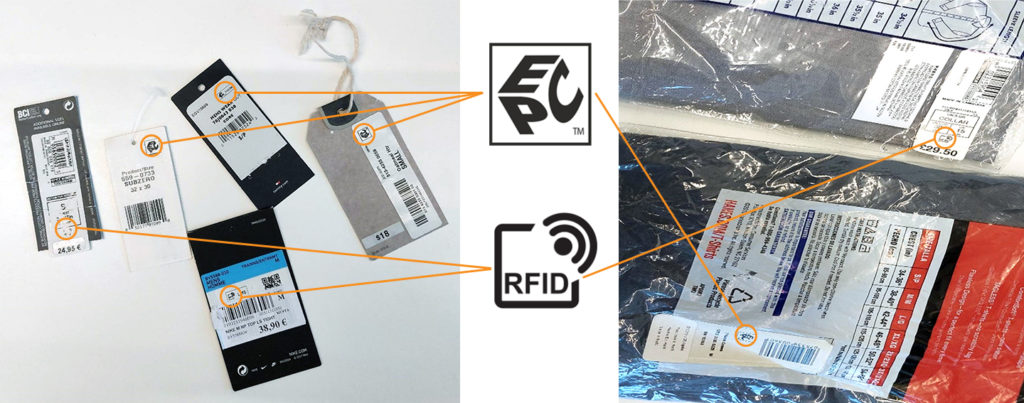
You can recognize an RFID label by an RFID or EPC emblem mark on the label or hang tag. EPC stands for electronic product code.
What do you need to know about RFID inlays?
One of the core components of an RFID label is an inlay, which consists of an antenna on a substrate and an IC (chip) glued on top of the antenna. This process creates dry inlays. Dry inlays do not have an adhesive layer.
A term you often hear related to retail label mandates is white wet inlay, also known as a “sticker”. A sticker refers to a blank RFID inlay that has adhesive and liner layers and a simple white facestock. A sticker can be applied directly to an item.
Dry inlays: no self-adhesive layer in the inlay. I.e. it is not a sticker
Wet inlays: an inlay in a sticker format with an adhesive and liner layers, and it can be directly applied on top of an item without additional converting process
White we inlay aka Sticker: an inlay in a sticker format with adhesive and liner layers, and a white facestock
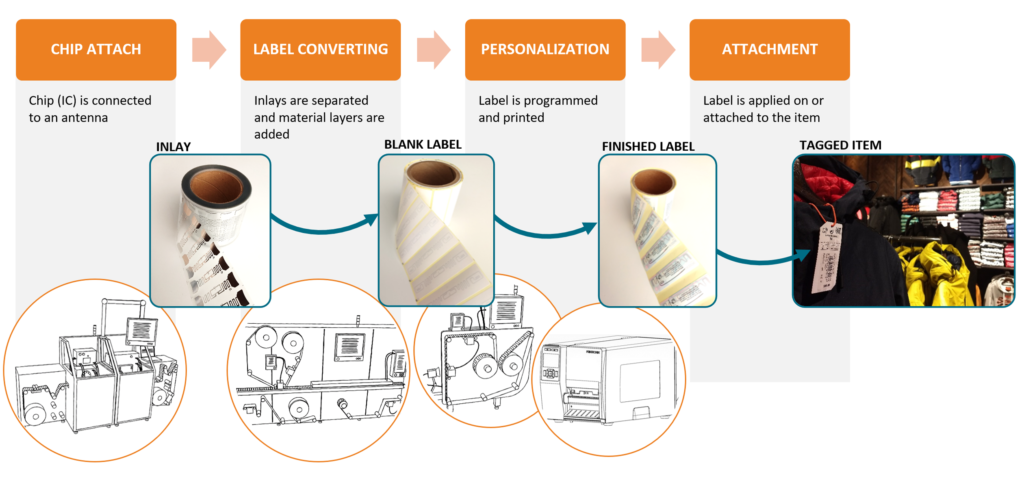
Overview of the RFID Manufacturing Process
RFID label converting includes unique requirements and considerations for the converting process. Before going into the converting process, it is essential to have at least a high-level understanding of the entire RFID manufacturing process and how converting relates to the process.
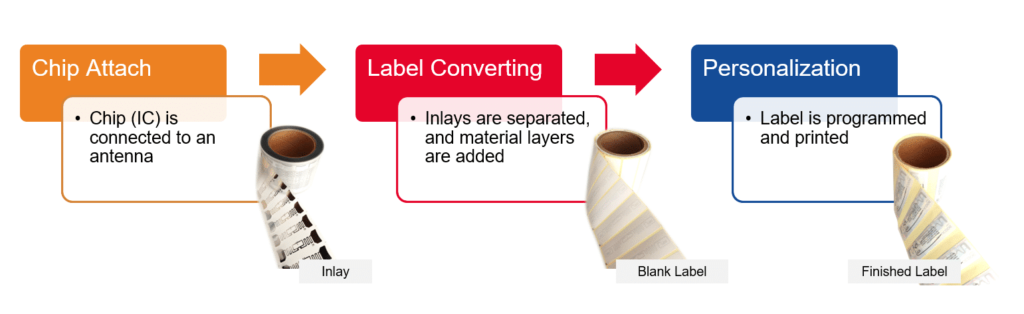
Without going into component manufacturing (IC, antenna, liner materials, etc.) the first step in the process is chip attachment (aka IC bonding) where the IC is attached to an antenna to form an uncut dry inlay. There are specialized manufacturing companies that focus on IC attachment to produce inlays.
Next, the uncut dry inlays are converted in one or more process steps into labels: material layers, and adhesives are added, and labels are cut into white labels, aka stickers. This simplified process is just one option and there are a lot of different processes for RFID label converting, depending on the type of label and use case.
After converting, data needs to be added to the blank label. This process is called personalization and can sometimes be done on the same label-converting line. Data is encoded into the labels to give them a unique serial number that can be read with RAIN RFID readers. Personalization also includes printing human-readable data and information on labels.
The last step of the process is attaching the ready label to an item, and turning it into a tagged item.
For a converting company, the business opportunity is anywhere between dry-cut inlays and personalization. This strategic decision impacts the label manufacturing process changes and machinery investments that are needed.
Retail RFID Mandate Data Terminology
One of the growth drivers for RFID labels is coming from the big retailers mandating the use of RFID for their suppliers. There are some basic terms you need to be aware of, specifically related to the retail mandate landscape.
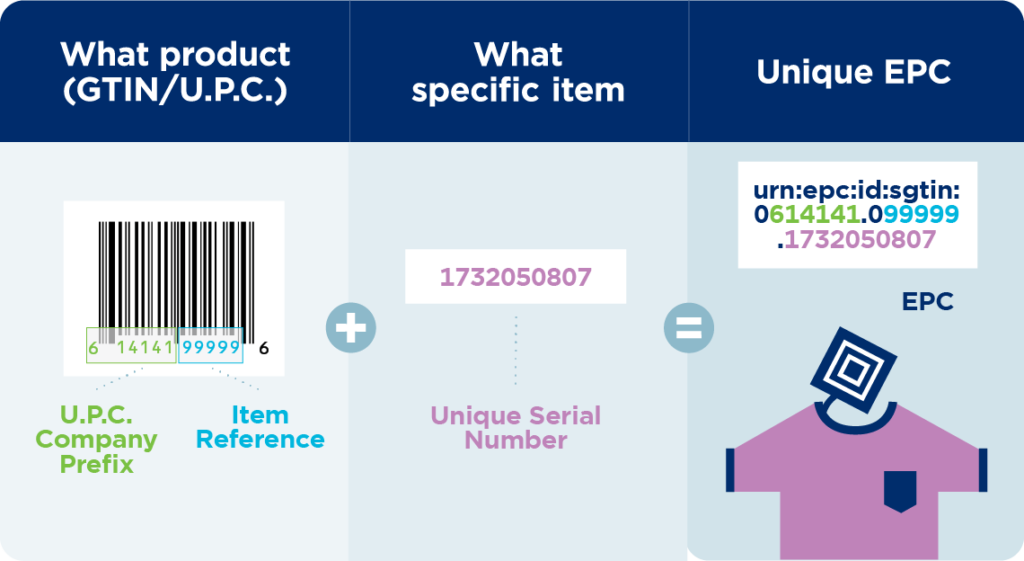
When your existing customer is asking for RFID labels for item identification, in terms of data, you will need to convert the products’ UPC / EAN / GTIN barcode number to an RFID encoding and add a serial number. The combination (barcode number + serial number) is a unique EPC, which is the GS1 term for an RFID-encoded number and stands for Electronic Product Code.
The retail world has traditionally focused on using barcodes to identify the product type (stock keeping unit, aka SKU), for example, a 5 lb bag of flour or a 1 gallon of milk. This is now changing into having a unique identifier for every single item. By adding a serial number to the product label, you don’t just know the product type, but exactly which individual product package it is. This naturally requires that every single serial number is unique. You should always use official RFID tag data standards/numbering schemes.
One term that comes across in the retail mandates is “permalock”. Permalocking the encoded RFID data means that users cannot change the data. RFID tag data can also be “locked”, but locked data can be re-written with a password. Permalocking the tag data is required in most retail mandates.
UPC = EAN = GTIN = barcode number
EPC = GS1 term for RFID-encoded number
EPC or ISO RFID logo is usually required to be printed on the labels to indicate to consumers that the label includes an RFID tag
SGTIN-96 = Encoding scheme that includes GTIN and the serial number. The number 96 refers to the number of bits in the tag chip where the information is encoded
Permalock = RFID encoded data is permanently locked so that users cannot change (re-write) the data
How to Get Started
In short, you can get started with the following steps
Source inlays
Get machinery to insert/laminate RFID inlay on a sticker or a prime label
Add quality control
Find out if encoding is required. If yes, get encoding equipment and data models
Inlay Selection
In some cases, the mandate specifies the type of inlays that can be used. If the inlays are not specified by mandates, often there are de-facto inlays that are being used in particular industries and applications. Inlays specified in the mandates are selected through quality certification processes.
Auburn University ARC certification program works closely with big retailers to establish quality standards and performance requirements for inlays in various applications and environments. Those requirements are defined in requirement Specs maintained by ARC. The ARC program tests inlays against the requirements in the Spec, defining and listing which inlays are approved for that Spec.
Retailers can check which inlay Spec applies to different product categories and which inlays are approved to meet the performance requirements for that Spec.
However, not all retailers use the ARC specifications. Some have in-house specifications and documentation that specify which inlays are accepted.
Most mandates define the dimensions of the finalized RFID labels and specify the performance of the inlays by referring to the ARC categories. Typically there are multiple options for inlays that meet the requirements available. An important consideration is to take the converting machine capabilities into account;
what size rolls can be used in the machine,
what should the roll core diameter be,
should the inlays be cut or uncut,
do you need dry or wet inlays, etc?
These practical considerations may limit the selection of possible inlays and their delivery format.
Other considerations for inlay sourcing may include pricing, delivery terms, and schedules, support availability from the inlay supplier, available quality data of the inlays, etc.
Download the RAIN RFID Tag Buyer’s Guide to learn what to ask from the tag suppliers and what specifications should you consider to make better decisions with tag selection.
Label Approval
Next, you need to figure out the label type required by your customer. There are different types of RFID labels, prime labels, hang tags, and stickers. RFID tags can also be embedded into the product or packaging. In retail, a sticker, which is an RFID label with a simple white facestock, has become a common way to add RFID to products. The retail mandates may also define requirements for the sticker facestock and adhesive materials.
A typical RFID sticker on a product packaging
Next, your customer needs to have the finished label go through an approval process in which the retailer can verify that the labels are encoded properly, contain all the required printed information, and are positioned properly on the product. Auburn University’s ARC program covers the label approval process for most retailers. Not all retailers go through the ARC program, however, they may also have their own internal approval process.
Another term you may run into is GS1 TIPP, which stands for Tagged Item Performance Protocol. In the TIPP approach, instead of testing tags or inlays, the testing is done with the item that is already tagged with RFID. TIPP is used for some mandates in Europe and its use is also increasing in North America, especially for the use of food and pharmaceuticals.
RAIN RFID Production Machinery – Upgrade or invest in new?
RFID inlays are a layer of materials. If a converting machine has an insertion capability or a laminating capability and a die-cut station, those machines can typically also be used for inserting RFID inlays. But there are a few considerations to keep in mind.
For dry inlays that don’t have any material on top of the IC, ESD (electrostatic discharge) protection and tension control should be considered. A common reason for IC malfunction is either too loose or too high tension for the inlay roll. If the roll is too loose, it can slip and break off the IC. If the roll is too tight and there is too much tension, it may crack the IC or IC connection. A proper quality control system is the only way to know if something is going wrong in the process. Real-time visibility of each label’s performance allows adjusting the process parameters as soon as problems are detected, eliminating waste and re-runs. If a machine has some kind of tension control or some kind of ESD protection, typically that also works for RFID. Wet inlays with material protecting the IC and antenna, are well protected against tension and ESD.
The other option is to invest in new RFID-specialized converting machines. This may become an option to consider as you grow your customer base and you need to scale the production. The good news is that there are options and expertise available to help you with your choices.
Need help with your RFID opportunities and challenges? Contact us ›
Add Quality Control
Inlays are not continuous material, which makes position control critical. The inlay must be in a consistent position inside the label, and must not be cut or perforated.
Quality control for RFID labels differs greatly from quality control for traditional labels. Unlike barcodes, which can be verified and checked visually, RF performance cannot be seen. An RFID label that works well usually looks exactly like a label that does not work as specified.
The RF performance of the label needs to be tested to make sure it works within set performance requirements. An RFID tag may be readable, but the performance may not be good enough causing variation in the read range that is not acceptable for the intended use case. Read range is the distance that a tag can be detected with a reader. In other words, a tag may be readable in the production line in close proximity, but may not work when attached to an item and read with a handheld reader from a few meters apart in an inventory count.
Monitoring the performance of the tags is not complicated. It can be done in the production line at full production speeds, checking that every label on the line meets the specified performance requirements. The quality testing system brings visibility into the process, making sure you also catch any issues early on in the production run.
RFID labels can be encoded either inline with encoding equipment integrated into the converting machine, with specialized roll-to-roll encoding machines, or using RFID printers. For large volumes, the ideal would be to encode inline and at high speed. RFID printers can be used as a temporary solution for larger volumes, short-run service bureau jobs and for low- to mid-volume stickers and prime labels that can be accommodated in a printer.
If you made it through to the end of this post, you might be interested to hear that we are planning a follow-up webinar that will dive deeper into the RFID label converting process. You can help us plan the content and make it more relevant to your needs by sending over any questions or suggestions related to the topic. (email: marketing@voyantic.com)
I have 10 years of experience in RFID testing and 12 years in product management both at Voyantic and a few software companies (clinical trials and endpoint security). My main goal currently is to drive Tagsurance 3 product and the team behind it towards scalability and growth to be able to serve the RFID industry when it grows towards high volumes and production speeds.
Content
It has been almost a year since the Tagsurance 3 launch. So we thought it was about time to report what we’ve been up to with Tagsurance 3 product development and tell a bit more about the product vision and next steps.
I summarized the new features since the launch below. These are made based on customer feedback, our learnings from the market and to enable robust industrial-scale quality control on most production lines.
We are committed to providing the best quality control solution for RAIN RFID production lines from chip attachment and label converting to offline reel-to-reel, and even for tagged items. Our focus is on creating a fast, reliable, scalable, future-proof, and modern quality testing solution that is also easy to integrate.
We will continue full-steam ahead on this track.
We are also working on RAIN encoding. It will be a feature in Tagsurance 3 so the same well-known platform, same team, and same ambition will soon cover RAIN encoding as well. The encoding feature can be upgraded to your current or future Tagsurance 3 installations. More information on the release schedule and specifications will follow.
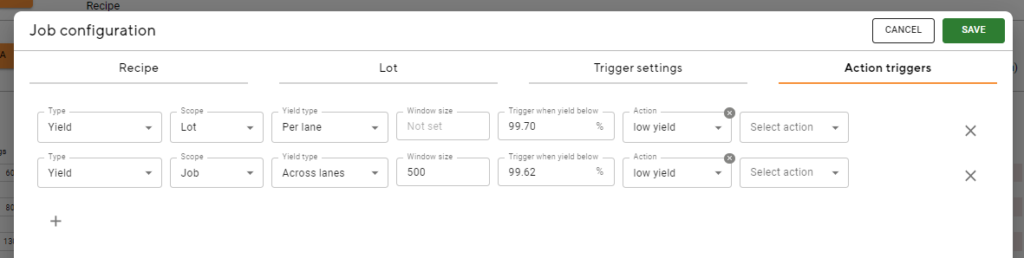
IO signals to the production machine based on yield
This feature brings the possibility to give a digital IO signal to the machine or LED signal tower based on low yield or consecutive failed tags. Here are a few examples:
the yield of current lot/job per lane or across lanes, e.g. lot yield < 99.21 %
the yield of a “window”, e.g.
last 400 tags < 99.1 %
can be used to stop at n consecutive failed tags;
set window size to match wanted “max consecutive fails”
set yield percentage (X) as follows: 0 < X < 1 / [windows size] * 100
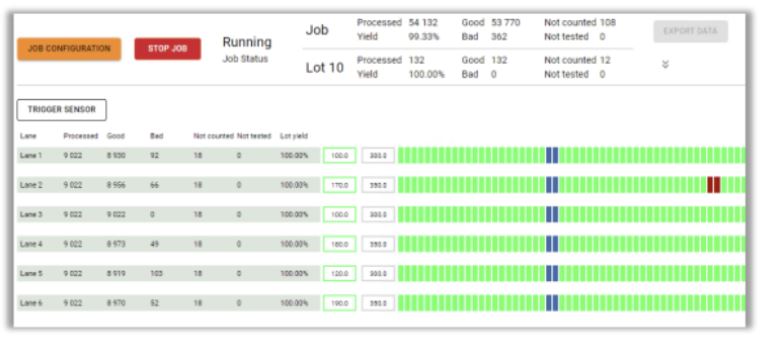
Telemetry visible in operator UI
This feature shows lane speed and distance traveled since the job start. You can also trigger sensor-related data in real time:
pattern correlation if the pattern in use
pitch measured based on trigger
IO only station
The IO-only station feature is useful for integrating, for example, a machine vision system for visual quality check or a similar test device that is either triggered by itself or by Tagsurance 3.
The IO-only station works like any other station with the exception that no data connection, no initialization by Tagsurance 3, and no results as data (only pass/fail) in Tagsurance 3.
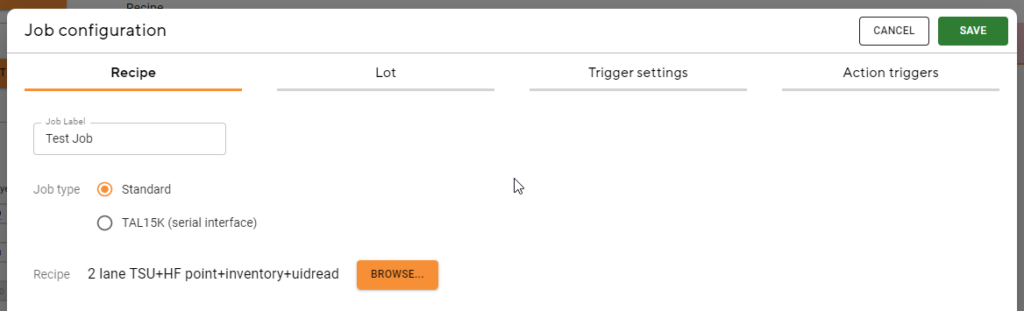
Job configuration in one place
All configuration items (recipe, lot, trigger settings, and action triggers) needed for a job are now in a single modal and easy to manage.
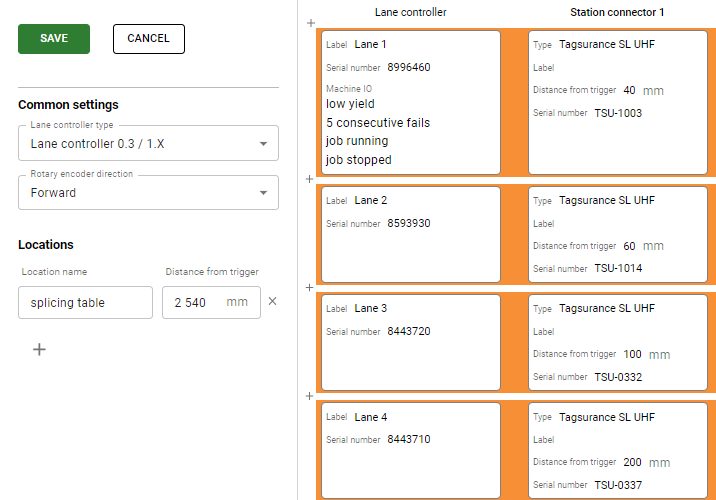
Lane Configurator is now part of the operator UI
The machine IO and Locations settings have been moved to Lane Configurator as well, putting them all logically in the same place.
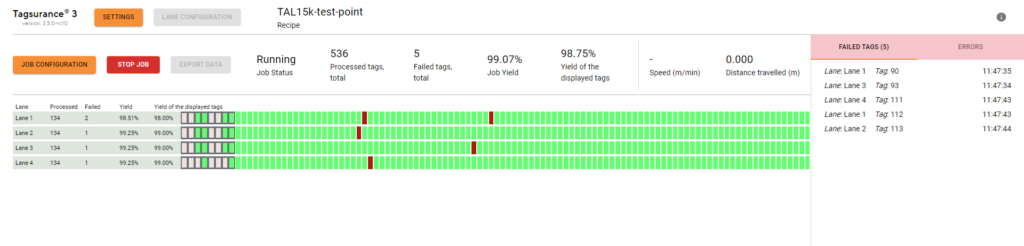
TAL15k support “RS-232 tester interface”
Tagsurance 3 can be now used with the Mühlbauer TAL15k machines with either one or two testers. The latest version provides full support for the TAL15k including operator UI and a real-time view of how the testing progresses in the testing area.
If your TAL15k has the “RS-232 tester interface” enabled (we will help you to find this out) then Tagsurance 3 can be integrated to TAL15k machines very easily, just by connecting the RS-232 from the machine and changing the coupling elements to Voyantic Snoop Pro.
Strobe light (LED) available as an accessory for easy trigger adjustment
The strobe comes with a short adapter cable and it is connected between the “Station IO cable” and the “Station”.
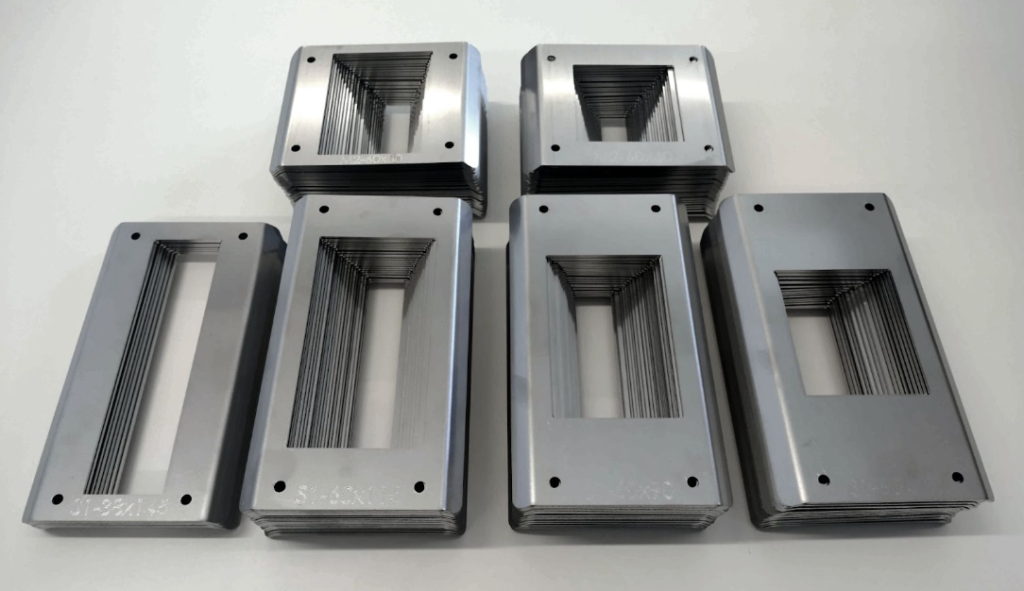
Snoop Pro shielding plate collection has grown significantly
Snoop Pro 1.0 and Snoop Pro Mini 2.0 have now a large collection of shielding plates available to purchase to avoid compromising lane speed and/or testing accuracy. New plates also have the type and opening size engraved on them for ease of use.
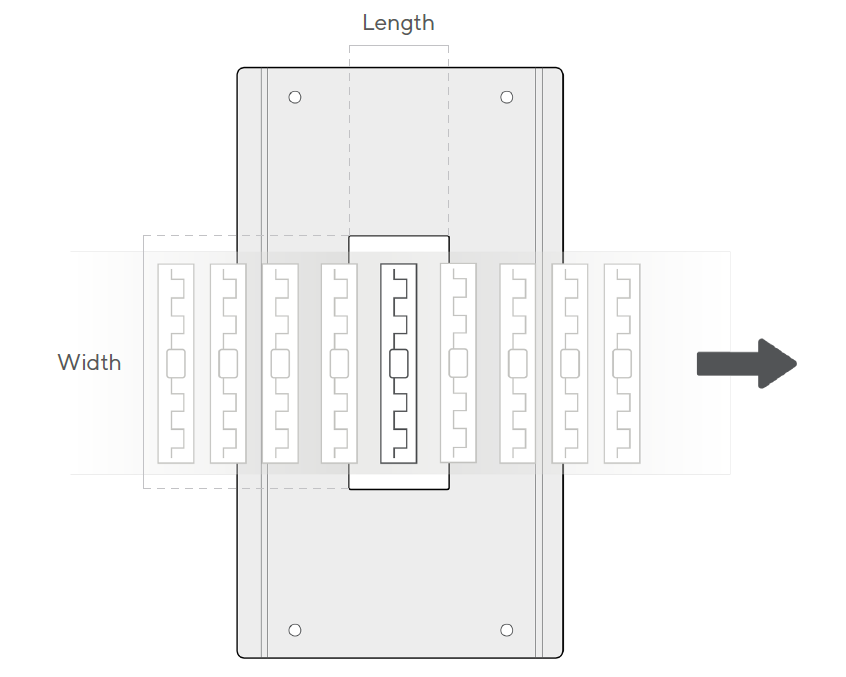
Notes on the terminology:
The length of the shielding plate opening is always the opening dimension in material movement
The width of the shielding plate opening is always the opening dimension perpendicular to material movement
Snoop Pro 1.0 selection:
70 mm width – lengths from 24 to 60 mm in 2 mm steps
90 mm width – lengths from 20 to 60 mm in 2 mm steps
115 mm width – lengths from 24 to 60 mm in 2 mm steps
Snoop Pro Mini 2.0 selection:
60 mm width – lengths from 16 to 60 mm in 2 mm steps
80 mm width – lengths from 16 to 60 mm in 2 mm steps
I am Sales Director at Voyantic. I have over 15 years of experience from the RFID industry in Europe and the USA. I have two master's degrees: in industrial engineering and in marketing, and two patents in auto-ID technology. I am actively participating in RAIN RFID alliance activities.
Content
RAIN RFID, aka UHF RFID aka EPC RFID, is the technology used in connecting billions of everyday items to the Internet. In 2020 RAIN RFID tag volumes exceeded 21 billion, and in 2021 volumes reached over 28 billion. We are seeing this strong growth continue. As a result, huge amounts of new production capacity will be needed, which means that
more machines are needed,
single-lane machines need to be converted into multilane machines, and
machine lane speeds must be increased.
At the same time, RAIN RFID users have started to pay more attention to their RFID label quality.
In this article, I will share Voyantic’s experiences and views on RAIN RFID quality testing:
What is essential in planning quality testing in RAIN RFID label manufacturing?
What are the current best practices in RFID quality testing?
What does good manufacturing quality mean for RAIN RFID tags?
At the very basic level, the good manufacturing quality of RAIN RFID tags could be defined as: “Manufactured RAIN RFID tags are not defective.” This definition is easily understandable, but it does not offer much practical help. In fact, it is misleading. Sometimes “not defective” is interpreted as “can be read”, and that leads to problems. When RAIN tags start to break, their read range gradually decreases and, only at the very end, the tags become entirely unreadable.
A better definition of good RAIN RFID manufacturing quality is: “Manufactured RAIN RFID tags’ sensitivities are within set variation limits”. This definition is a bit more technical, but let’s break it down:
Tag sensitivity describes how much power is needed for waking up a tag. Tag sensitivity is at the background of all practical performance features. For example, if a tag’s read range has changed, also its sensitivity has changed. If a tag’s orientation pattern (read range in different angles) has changed, also the sensitivity has changed. If a tag’s response strength (backscatter) has changed, the sensitivity has also changed. Shortly – any change in a tag’s performance can be seen as a change in the tag’s sensitivity. Or the other way around – if the sensitivities of two individual tags of a model are the same, they will perform similarly in every way.
Variation refers to consistency. Tag designs are different. Some tags are designed to have lower sensitivity (shorter read range) than others. The consistency of the performance within a tag model is important for the users.
Within set limits implies that there are limits, but offers some freedom for setting the criteria. Some applications require exact read ranges – an item moving past a reader on a conveyer belt may require read ranges within some centimeters. Shorter range causes missed reads, and a longer range would risk stray readings – reading unwanted items that are not on the belt but nearby. Some applications have a higher tolerance, and a read range variation of a couple of meters may not be a problem.
RAIN RFID manufacturing quality is good when “Manufactured RAIN RFID tags’ sensitivities are within set variation limits”. This definition also works from a practical point of view.
What does the RF performance of RAIN RFID tags mean?
From a practical point of view, the RF performance of a RAIN RFID tag defines
how far the tag is readable
at different angles
when the tag is attached to an item.
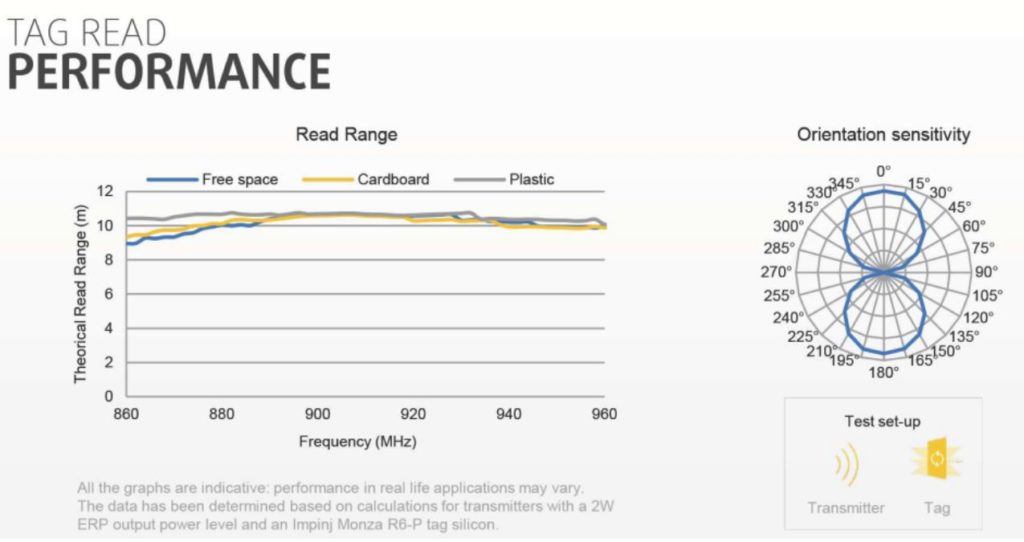
In tag datasheets, these are commonly described with graphs.
An orientation pattern shows how well a tag can be read when it points to a reader from different angles.
A threshold curve shows the tag sensitivity – how much power is needed to wake up the tag at different frequencies. A version of the threshold curve may show read range instead of power.
Picture: Threshold sweep and orientation graphs from Tageos EOS-500 datasheet
Good quality manufacturing produces tags that have consistently similar orientation patterns and threshold curves. The good news for manufacturers is that full measurement is not needed to check that the tags are similar to each other. In fact, this can be checked with minimal test procedures.
How should RAIN RFID tag quality be tested in manufacturing?
It should be kept in mind that one method does not fit everyone. However, RAIN RFID industry seems to be converging towards the following methodology.
These are the current best practices:
Far-field performance of the tag is tested
Test recipe that separates good and bad tags efficiently
Cross reading is reliably prevented
These best practices may seem simple and obvious, but there are details to consider. Let’s look at these key points in detail.
1. Far-field performance of the tag is tested
In production machines tags are close to each other. Close proximity reading is needed for preventing cross-reading, and for practical reasons. At the same time, a quality test needs to address the far-field performance of the tag. A common near-field antenna cannot be used. Voyantic has solved this close proximity vs. far-field conflict with the patented Snoop Pro antenna concept. This unique antenna requires the tag to use its far-field properties in close proximity.
2. Test recipe that separates good and bad tags efficiently
Separating good and bad tags is an obvious requirement. But how to do it efficiently, at production speeds, when tags fly over the antenna at high speeds? A current best practice test recipe is often referred to as the “three-point test” or “3-point test”. The three-point test recipe includes
testing the tag at three different frequencies across a wide frequency band (hence the 3-point test name)
checking that the tag sensitivities are within 3 dB from each other (+/- 1.5 dB)
checking that the tag’s EPC code can be inventoried
This is how the test recipe is created:
A good starting point is to set test frequencies to 820 MHz, 950 MHz, and 1080 Mhz
Adjust one of the points to match the tags’ lower resonance frequency
If possible, adjust another frequency to match with the tags’ upper resonance frequency.
select third frequency so that the frequency spread is at least 100 MHz
at least one of the points should be an inventory test (for reading EPC)
at least one of the frequencies should be a sensitivity test, with 3dB between upper and lower limits
the power level for the points should be set so that tag sensitivity in each point is within 3 dB, or +/- 1.5 dB
Considering the recipe, this 3-point test could be described as the current industry best practice.
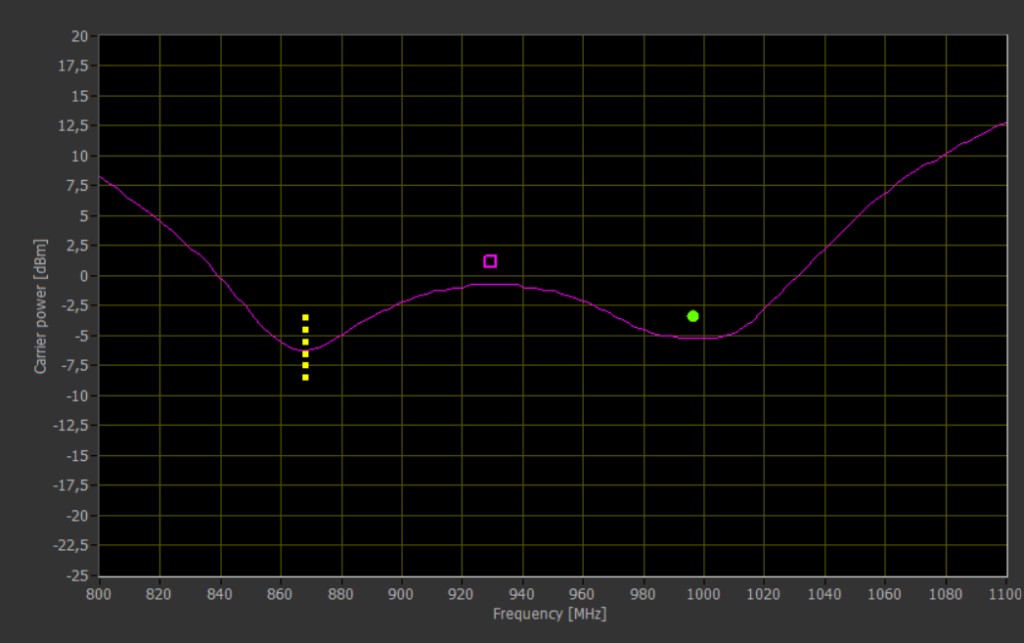
Picture: 3-point test recipe as seen in the Tagsurance recipe builder
In the sample tag (above graph) both resonance frequencies (868 MHz and 995 MHz) are in the available frequency range. The sensitivity test is set to the lower resonance frequency and the point test is set to the upper resonance frequency. Because the frequency spread is over 100 MHz, the third frequency is set in between. An inventory test is set to this frequency.
In the above picture, the curve is a median performance tag’s threshold sensitivity curve (reference).
Shows sensitivity test frequency and power range, in addition, a 3 dB range is set for the acceptance criteria. the frequency is set to the lower resonance frequency.
Shows the point test frequency and power. The power level is set 1.5 dB above the threshold of a median performance tag.
Shows the Inventory test frequency and power (for reading EPC/UII code).
3. Prevent cross-reading
Cross-reading occurs when one tag is thought to be read, but in fact, data comes from another, nearby tag.
In normal use, RAIN RFID tags are inventoried. They are read with a speed of more than a hundred tags per second. Testing production quality is different. Tags are tested one at a time, and it is critical to be sure that the results are from the right tag, even if another tag is just millimeters away. And to add to the complexity, all has to happen while the tags move at high speeds across the antenna.
Voyantic’s Snoop Pro antenna concept includes a method for completely preventing cross-readings. The antenna concept includes a shielding plate with dimensions matched to the inlay’s antenna and repeat length dimensions. This solution assures that cross-readings do not occur.
In addition to the above comments, 2 more notes can be added from the manufacturing point of view.
4. Speed
Production is about the combination of speed, capacity, and quality. Quality testing UHF RFID tags should not be the bottleneck for production. If any machine output needs to be limited because of quality testing, this would add to the cost of quality.
Voyantic Tagsurance 3 system is designed for high-speed production lines, for continuous production use.
5. Automation
RAIN RFID tags are manufactured in volumes in different machines. Production runs are in millions, and any sample testing is not possible in practice. A common requirement is that tags of unknown quality are not accepted, this forces testing to cover 100% of the manufactured tags.
The testing must be automated and integrated into the manufacturing machine.
Are there quality standards or specifications to follow? What about quality certifications?
Common quality standards and practices such as ISO9000 series standards and six sigma can be applied to RAIN RFID. However, these standards do not offer practical advice on acceptable quality limits.
Exact quality limits have emerged within the RAIN RFID industry. The above-mentioned three-point test and tag sensitivity variation within 3dB is a commonly accepted good practice.
ARC RFID lab is offering quality certification for UHF RFID / RAIN RFID inlay manufacturers as a part of their tag certification program. Correctly implemented three-point test using Voyantic Tagsurace system meets these requirements.
The 3dB variation and three-point testing cannot be used every time – adjustments may be needed. The quality requirements arise from the RAIN RFID / UHF RFID users’ consistency requirements. If an RFID user needs very tight read range tolerances, a smaller variation limit may be needed, and in some cases, wider tolerances may be perfect for the customer.
Learn more about the Tagsurance 3 System
Please accept marketing cookies to watch this video.
On-Demand Webinar: RAIN RFID 101 for Label Converters
Watch the 60-minute crash course on RFID essentials
Why are your customers talking about RFID now? What specifically is RAIN RFID? How can you get going? What do you need to consider to avoid claims and rework?
Tagsurance 3 Brings Accurate High-Speed Inline Testing into UHF and HF Tag Production to Meet the Growing Needs of the RFID Industry
Today Voyantic is releasing the next-generation solution for RAIN RFID and NFC tag production testing and quality control. Voyantic Tagsurance 3 system brings full visibility into the quality of tags in the production line, ensuring tags meet the designed performance features, without slowing down the production process. The Tagsurance 3 System allows, for example, three-point testing at high speeds, with accurate measurement results.
Tagsurance 3 is a complete solution including the Tagsurance Controller rack for triggering, sequencing, REST API, and operator UI, as well as measurement devices, antennas, cabling, trigger, and rotary encoder. The Tagsurance 3 Controller is ready to be used out-of-the-box. The operator UI is browser-based and easy to use.
The system is designed to be easily installed into various machine types; small and large machines, high-speed machines, chip attachment machines, and converting machines. The system is modular and scales to various production volume needs from 1 to 8 lanes with 1-5 stations per lane, handling lane speeds up to 200 meters per minute.
The new Tagsurance system is the next-generation version of the time-tested, trusted, and accurate quality testing system Voyantic introduced to the industry. In the new system, the hardware, the software, and the technology stack have been upgraded and modernized.
The first version of Tagsurance brought UHF quality testing into tag manufacturing machines. Tagsurance 2 expanded the capabilities into HF quality testing.
“The new Tagsurance 3 is designed to meet the growing demands of the RFID industry. The new system can in many cases handle around twice the speeds for RAIN testing than before, without compromising measurement accuracy. Our goal is to deliver the best performance and make sure the system works reliably for our customers,” says Jussi Nykänen, Director of Production Solutions at Voyantic.
I work as a Marketing Manager at Voyantic. I have been working in B2B marketing for over a decade, first in the Wi-Fi industry and now with RFID. My job is to make sure our target audience knows how Voyantic can help them to excel in RFID.
Content
Last year, we teamed up with TSC Printronix Auto ID and started a webinar series designed for barcode professionals, who are considering expanding their offering to RAIN RFID labels, or who already are at the beginning of that journey. With TSC Printronix Auto ID we saw the need for education as more and more barcode label customers are looking for RFID solutions.
In the first webinar, What a barcode professional needs to know about RAIN RFID Label and Tag Data, we started from the basics: what are the key aspects of RAIN RFID technology and data, how does RAIN RFID actually work, what are the system components, and most importantly, where can you find more information.
The second part of the webinar series, What a Barcode Professional Needs to Know about the RAIN RFID Encoding Processes, focused on the practicalities of the RAIN RFID encoding process, equipment, and alternatives.
In the third webinar, What a Barcode professional needs to know about RAIN RFID label selection and sourcing, scheduled for February 10th, we will cover the most important considerations related to label selection and sourcing process including label specifications, supplier selection, delivery format, handling, and other issues.
Here are my main takeaways from the first two webinars in the series.
Key Takeaways from Part 1
It is crucial to understand filtering in the context of RFID systems
The nature of RF signals means that they can go through walls and various other materials. A RAIN RFID reader can read a large number of tags simultaneously and without a line of sight, which is, in comparison, required for reading barcodes. For example, when you are inventorying tagged items in storage, your system could be reading tags behind a wall that should not be included in your inventory. Setting up tag filtering correctly ensures that your application works accurately, and that requires following proper data encoding processes.
There are 9 RFID tags on the wall, but the reader found 54 tags.
There is no “one size fits for all” RAIN tag
What do you need to know about RAIN RFID tags when looking for a tag for your customer? The difference between a barcode label and an RFID label is that the RFID label includes an IC (microchip) and an antenna. Together the IC and the antenna make up an RFID inlay. There are lots of different IC models out there and the type of IC defines what kind of and how much data can be encoded in the tag. The antenna model defines how far the label can be read. Knowing your solution requirements, physical factors such as the label size and item materials, and use cases and data requirements are necessary for finding the best tag for your solution.
Do not use a proprietary numbering system
Keeping the importance of filtering in mind, it is crucial to understand the basics of RAIN RFID encoding systems, i.e., how you are putting data into a tag. There are three data standard families available for RAIN RFID tag encoding
Following one of the established data standards ensures there won’t be issues with tag filtering (and application errors) along the road.
The fourth option is to use your own proprietary encoding systems – Please do not do it! Or if you do, you need to “wrap” your system within the ISO standard or the RAIN numbering system.
Selecting the data standard to use often depends on your customer or the industry you are operating in. Some customers may mandate that you use a specific standard, and many industries have a mandated or de-facto standard in use to ensure interoperability.
Above are my key learnings of Part 1, but many more topics and details were discussed. Watch the webinar to learn more about each of the data standard families, including the structure of the different numbering systems and example use cases, as well as the basics of data security. Webinar part two dives deeper into the standard selection process and the specific advantages of the different standards.
Key Takeaways from Part 2
Label Manufacturing Process
The label manufacturing process includes three steps. In the first step, the IC is attached to the antenna, creating an inlay. In the second step, the inlays are converted in a common backing material called a liner, creating a blank label. In the third step, data is printed on and encoded into the label, creating a finished label.
The suitable type of encoding equipment depends on the volume of tags that need to be encoded. The more sophisticated machines that can process high volumes at high speed naturally come with a higher cost.
An RFID reader can be used as an encoder but it is not an efficient permanent solution.
An RFID printer is purpose-built for encoding and is best suitable for small rolls and batches. They can be affordable and process up to some thousands of labels per hour.
High throughput personalization machines can take in larger rolls and process up to one hundred thousand tags per hour, but they also come with a higher cost.
And finally, encoding can also be integrated into product production or packaging lines.
Watch the webinar recording to dive deeper into the IC selection factors, encoding process steps, RAIN tag memory details, as well as tag locking and passwords – ensuring the right data is encoded in the right way.
The Personalization Process
The personalization process includes both printing data on the label and encoding the tags. The printed data can be the same data that’s in the RFID tag or include additional information.
High throughput personalization lines often process labels in successive stations. Combining the print and encoding in a high-speed personalization process requires accurate triggering for all the steps and making sure the stations match the process flow.
An example of personalization stations in a high throughput personalization process.
Using an RFID printer for personalization is a good option for smaller-scale projects. An RFID printer prints the barcode and other designed details on the label as well as encodes and verifies the RAIN tag data.
Part 3: RAIN RFID Tag Selection and Sourcing
Learn the most important aspects of label selection and sourcing, including label specifications, supplier selection, and delivery format.