Voyantic recently launched a new version of the Tagsurance 3 system, an inline quality testing system for RFID tag production. With this update, we recommend that customers using the latest version (4.x) keep their systems always connected online. On the other hand, older versions (3.x) should still stay offline. But why the switch? And what benefits come with this new online connectivity?
Let’s dive in!
Cloud-based architecture enables future-proof quality management
With the new version, the Tagsurance 3 system’s architecture has been completely revamped under the hood. The Voyantic team has carefully designed this upgrade with the future and information security in mind. This release marks an important milestone, enabling safe network connectivity for the test system. Voyantic designs its systems using secure development best practices, and regular third-party audits ensure any identified issues are promptly addressed.
The Tagsurance 3 Version 4.x with online connectivity paves the way for future possibilities, including upcoming encoding operations through the same setup. Enabling encoding will only require purchasing a software license, with no need for additional hardware upgrades.
Simpler, faster, and more efficient—whether it’s for daily use or maintenance tasks
Connecting the system to the internet is safe and recommended for unlocking a range of new features. Today, the concrete updates are most noticeable in the new browser-based user interface, which administrators and operators can access from any computer. Let’s examine the latest features designed to ease the system’s use.
1. Update software directly in the user interface
Gone are the days of downloading software update packages separately from voyantic.com and manually performing updates. With this new feature, admins can download and install the latest software versions directly from the user interface via the admin panel—as long as the system is connected to the internet. This ensures your system stays effortlessly updated with the latest features and improvements.
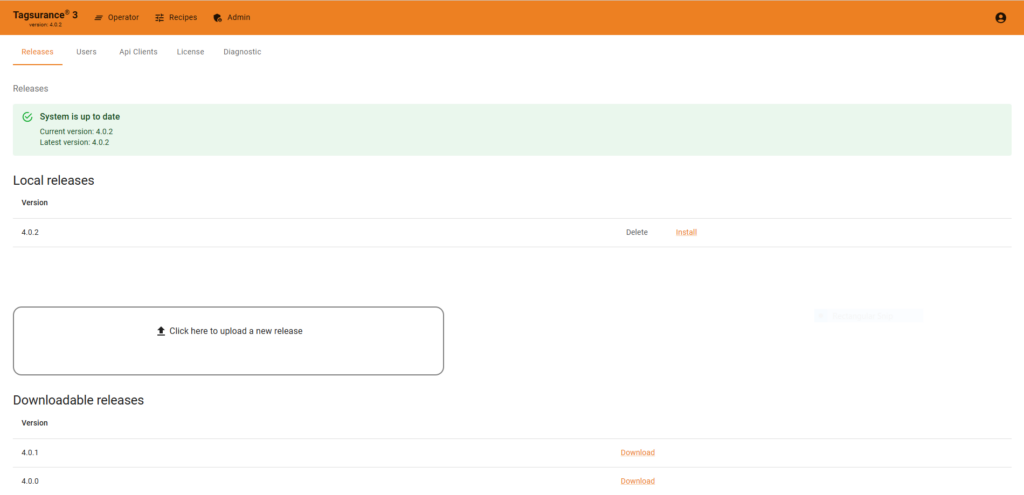
2. Simplified licensing
When your Tagsurance 3 version 4.x system is connected to the internet, it automatically connects to Voyantic’s license server and fetches the license information. Admin users can see all the essential details in the browser-based admin panel, including how long the license is valid, the number of lanes, and Tagsurance stations. It’s all there in one place, making it easy to manage your licensing.
3. Enhanced support
While we hope you don’t need to use this feature, we’ve significantly improved support for the new version. Suppose the system is connected to the internet, and you run into an issue. In that case, it’s now possible to download and send diagnostic files directly to the Voyantic support team through the admin panel. This helps speed up troubleshooting and resolution by providing our team with more accurate data with which to work. Ultimately, this reduces system downtime and takes the headache out of maintenance.
In summary
In the future, online connectivity of the new Tagsurance 3 version will open new business opportunities with the comprehensive management of quality data. Today, online connectivity improves usability and maintenance. It simplifies tasks, adds more features to the user interface, and provides a more efficient way to share information directly with Voyantic.
That said, online connectivity is still optional. Version 4.x systems can also operate offline like the 3.x systems. If you prefer to stay offline, you can still upload software releases and license files from a local computer through the admin panel.
All blog posts