"I enjoy seeing both Voyantic employees and our customers thrive. The grand majority of my time is invested in projects and initiatives that grow the RAIN RFID market in the long term. My remote office is on a patrol boat somewhere in the archipelago of Finland."
Content
I have visited NRF a half-dozen times, and know the challenge is the size of the exhibition: 1,000+ exhibitors, 35,000+ visitors spread over two gigantic halls at the Javits Center in New York. It’s easy to get overwhelmed and lost in there.
The three days spent at the show gave a fresh perspective into the forces that shape the future of retail. The angle I was specifically interested to learn more about is how the RAIN RFID market is evolving.
Lost and Found Buzzwords
Artificial Intelligence, AI, was The Buzzword, hands down. I saw less augmented reality on display than on the previous year and, surprisingly to me, sustainability was well hidden, practically non-existent. It serves to mention, that Digital Product Passport (DPP) was only highlighted on a couple of booths.
AI wins the buzzword game.
Grand Theme #1 – Loss Prevention
For the suppliers in the retail space, chargebacks are the elephant in the room that only a few have talked about in public, except for at the RVCF or GS1 events. For retailers as I gather, a similar pain point is loss prevention. Solutions and practices to address this area are very much rooted in the latest breed of inventory technologies, which lead to the ability to trace items and events, and ultimately in the data analysis that follows. I was specifically impressed with Sensormatic’s Shrink Analyzer.
The obvious 1st goal for everyone is to prevent loss in the first place, but without putting employees or store associates at risk. The second goal is to detect theft so that the inventory can be replenished without unnecessary delay. The third goal is to address the root cause of the issue. As heard from Joe Coll, Vice President Asset Protection Operations & Strategy at Macy’s, thanks to the advanced blend of inventory control, video surveillance, and other methods, retailers today are capable of serving air-tight cases of theft to law enforcement to study and prosecute.
All this is rooted in the ability to track inventory and events across stores and supply chains. In essence that requires item-level traceability, for which RAIN RFID is the dominant solution.
Grand Theme #2 – Consumer Experiences
The grand theme that many companies promoted was the increasing convenience of the consumer shopping experience. It builds on several factors: omni-channel sales, the right product selection on the shelves, associates that can focus on the customer, and fast self-checkout processes. Engagement and VIP-like experiences can be necessary add-ons, depending on the retailer’s market positioning.
Oddly, in a high-volume grocery business, product identification in checkout is still much reliant on barcodes. In lower-volume but higher product-value retail, product identification is more often based on RAIN RFID. As an example, the Amazon Just Walk Out concept has already been deployed at several stadium sports merchandise stores.
Interpretation of Themes
Putting past trends, such as omnichannel, BOPIS, and labor shortage, together with the new buzzwords, such as AI, loss prevention, and self-checkouts, leads me to think that traditional brick-and-mortar stores are becoming convenient fulfillment centers, where all events are being monitored and studied.
In a panel discussion with Levi’s, PacSun, and Nedap, Levi’s VP of Global Direct to Consumer, Kirsten L’Orange, noted her personal view, that RAIN RFID is enabling data mining in the stores! According to L’Orange, ”Omni-channel execution without RFID is not possible. […] The cost of RFID has come down tremendously.” Shirley Gao, CDIO at PacSun shared the benefits RFID has provided for PacSun: 30% from revenue uplift, 30% from savings in shipping costs, and 30% from shrink reduction.
I feel it’s cool to be able to state that stores are morphing into fulfillment laboratories.
It’s hard to imagine a laboratory without data. Going forward it may also become difficult to conceptualize a retailer without accurate inventory – almost the same as a consumer without a smartphone. As of today, I don’t see any other technology being able to provide similar transparency into supply chains and inventories as RAIN RFID does.
What’s in the Horizon
There are a few themes that I expect to come across in future NRF events: robots doing replenishment, item life cycle traceability, DPP, and sustainability. Inventory robots seem to be available already, but on-shelf replenishment requires additional robot capabilities. I expect that lifecycle traceability, DPP solutions, and the opportunities associated are going to hit EuroCIS already in 2024, and possibly NRF in 2026-2027.
Sustainability will also be everywhere, as our future on this planet practically depends on it. More sustainable practices, transparency, and traceability requirements hit the manufacturing, supply chain, distribution, and post-POS lifecycle of the product. Often the packaging and the practical recyclability of products will need to be re-invented. With that said, I am confident there are endless business opportunities for many stakeholders within the retail space. I wonder who are the first ones to ride that early wave in the US market?
Final take for those in the RAIN RFID industry – now is the time to review roadmaps to make sure our products and service offerings are aligned with these upcoming themes and requirements!
RAIN RFID is the key technology for item-level traceability. All blog posts
I am Sales Director at Voyantic. I have over 15 years of experience from the RFID industry in Europe and the USA. I have two master's degrees: in industrial engineering and in marketing, and two patents in auto-ID technology. I am actively participating in RAIN RFID alliance activities.
Content
In the past couple of years, I have been following several projects where the Voyantic Tagsurance systems have been integrated into production machines. Surprisingly often, the biggest problems have been related to triggering – “seeing” accurately when a label enters the system. The experience even turned into a rule of thumb: “If something does not work correctly, first check the triggering”. I have realized that getting the triggering to work correctly is of utmost importance.
At the same time, I have been pleased to see plenty of new Tagsurance features that help to avoid challenges with triggering.
In this article, I will discuss:
Why it is so critical to get triggering to work perfectly?
Why triggering can be difficult?
How do Tagsurance 3 features help get the triggering reliable?
Principle of Triggering
All (or most?) trigger sensors work with the same few simple principles:
Each sensor has a physical parameter it monitors. Depending on the sensor type the parameter can be the strength of light of a certain color (through a beam sensor), amount of conductive material (an inductive sensor), darkness of view (a contrast sensor), darkness and shade of color in view (a color contrast sensor), and so on.
The sensor has a window of view. It only senses the parameter within this window of view.
The sensor is trained/programmed to recognize when the parameter passes a threshold value. For example, if a view of a contrast sensor gradually turns from white to light grey to darker greys and black in the end, the sensor is trained to see a specific point in the continuum as the threshold point.
At the threshold point the trigger sensor’s digital output changes from 1 to 0 (or vice versa, or the trigger sends a pulse).
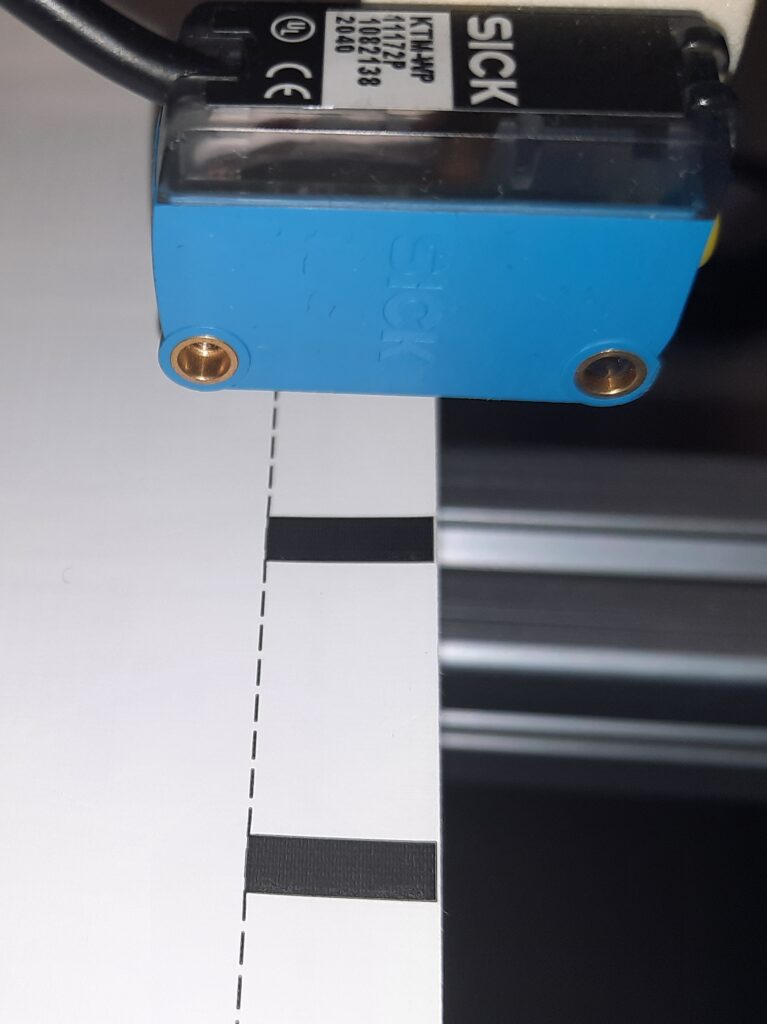
A contrast sensor is designed to see the edge between light and dark areas when the edge passes the window of view. In the sample, the labels have a printed trigger mark to make the triggering easy.
Why does triggering need to be perfect?
Any problem in triggering will affect the overall quality system performance, production machine performance, and production process accuracy and efficiency. Some triggering problems are obvious, some are more subtle.
Missed triggers
Double triggers
Not detecting missing labels
Suboptimal timing
Suboptimal positioning
If a trigger is missed on a tag, that tag flies through the machine undetected. It would not be tested or otherwise processed. It would not be recorded in production logs. It would not be counted to output quantity. But it would be on the roll and get delivered to the customer – free of charge, of unknown quality, and probably incorrectly processed. With a high likelihood, there would be problems awaiting the customer.
A double trigger is an opposite issue. One label is counted twice and attempted to be tested and processed twice. There is a high likelihood that one or both of the process actions fail. The customer would only receive one label instead of the two that were counted. Counts, log files, yield data, and so on would be incorrect.
In some processes, a label can be detached from the liner. Recognizing these missing labels can be important for keeping the entire process optimal. The challenge is to notice when a label does not pass the trigger sensor when expected. A bit of smartness needs to be added to the trigger signals.
In RFID label production machines, there are usually only a few milliseconds to test an individual tag. Accurate results are based on the inlay being at the right position on top of the test coupling element when the test is made.
In this example, a label can move 7 mm on top of the Snoop Pro coupling element while being tested. With 60 m/min lane speed, this gives 7 ms of test time. If 1 mm is wasted because of suboptimal or non-consistent triggering, the test time is reduced to 6 ms (about 14.2% less time available).
Why triggering can be difficult?
The root causes for triggering difficulties vary:
One sensor type may not fit each produced material.
The “edge” may not be clear enough for the sensor in use.
There may be multiple edges per inlay at the path crossing the window of view.
When the liner moves, it may also drift across the lane, or vibrate up and down.
Materials have imperfections.
With fast-moving material, it is not easy to see the exact position of triggering – optimization is difficult.
In RFID label machines typical materials to trigger are:
Inlays
Cut labels
Uncut labels
Cut RFID labels
Cut labels are usually the easiest material with clear edges between the label and out of the label. Triggering issues may arise, for example, if lighting conditions change. Glossy materials would amplify the difficulty. The issue is that the threshold position within the window of view can drift if the sensor receives a variable amount of light. If the color of the liner is close to the color of the label, detecting the edge may not work with a contrast sensor.
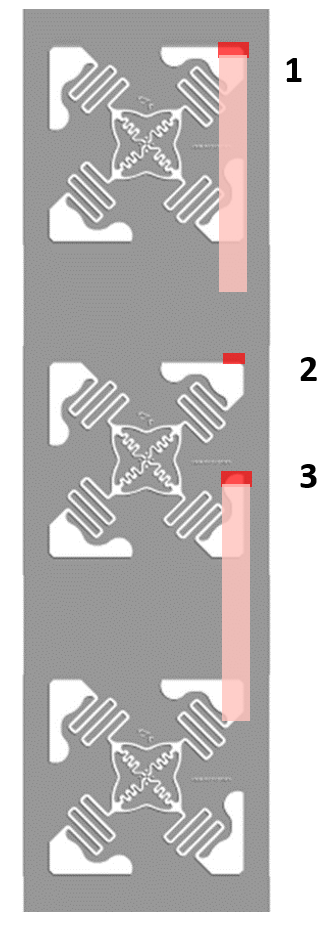
Uncut RFID labels. Note also material being wavy, this is a potential problem for accurate triggering.
Uncut labels without a trigger mark cannot be triggered with contrast sensors. Depending on the material a through-beam sensor or metal sensing inductive or capacitive sensor is needed.
Inlays with no single-edge trigger path (multiple edges per label). (inlay outline from www.tageos.com)
Some inlays (antenna on a transparent liner) may not have a clear trigger path, but the trigger sensor would fire multiple times per inlay. Sometimes the antenna shapes are small compared to the window of view, in this case, even the smallest drift across a lane could be a problem.
Inlays with a clear trigger path (inlay outline from rfid.averydennison.com)
In label machines lane speeds are typically tens of meters per minute and can be even hundreds of meters per minute. At high speeds, materials start easily vibrating. If the material happens to jump when the edge is in the window of view, there is a risk of double trigger.
Voyantic Tagsurance 3 system has several built-in features that help with triggering.
The Tagsurance 3 system has features that help in avoiding typical trigger problems.When used correctly, the Tagsurance triggering is 100% reliable.
Tagsurance 3 Triggering Features
The Tagsurance 3 features that help with triggering include:
Support of multiple sensor types
Advanced pattern recognition
Simulated triggers
Visibility on trigger performance
Strobe light
Tagsurance 3 Supports Multiple Trigger Types
Several types of trigger sensors can be used in the Tagsurance system. All these sensors are plug-and-play compatible with the Tagsurance system.
Contrast sensors (grayscale or color contrast) recognize differences in color or darkness, such as the edge between a liner and a label, as long as there is a contrast difference.
Through-beam sensors sense changes in materials’ capability to pass light, as long as some part of the material passes light.
Capacitive triggering senses edges between metal and non-metal
Ultrasonic triggers sense differences in material thickness
Several trigger sensor types can be used in the Tagsurance 3 system.
Pattern Trigger
Pattern trigger is a feature that can always be used. Defining a simple pattern has proven to be an efficient way to avoid double triggers regardless of the root cause. It eliminates double triggers arising from complex antenna patterns, varying light conditions, a vibrating liner, and so on.
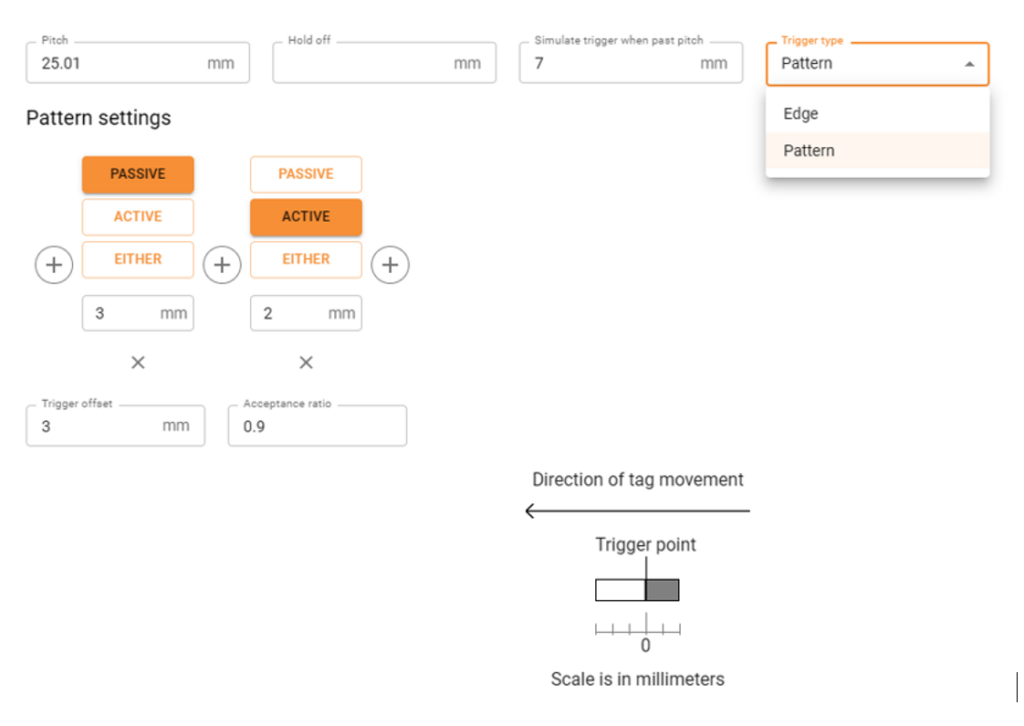
An example of a simple pattern trigger settings.
The above picture illustrates settings defining a simple pattern. This pattern replaces a plain edge recognition, by expanding the edge. In this pattern, when the label passes the window of view of the trigger sensor, the sensor must first see 3 mm white, and then 2 mm color (trigger mark). When the defined pattern is seen, the trigger is fired at the actual edge position inside the 5 mm long pattern.
This pattern efficiently eliminates double triggers. If the trigger saw 2 edges – for example, because of liner vibrating, the pattern rule would not be met. This is when simulated triggering comes into play.
Simulated Trigger
In the above settings, the repeat length, aka pitch, is defined to be 25.01 mm, and a simulated trigger is generated after 7 mm has passed from the expected trigger position. The following actions are performed at the expected label position (and not 7 mm off).
The trigger is simulated if the sensor doesn’t fire as expected, regardless of the reason. Reasons for not triggering could be poor-quality printed trigger marks, missing labels, lane drifting, or trigger patterns not matching the set trigger pattern conditions.
The simulated trigger feature fixes most of the issues causing the trigger sensor not to see the edge as expected.
The simulated trigger feature is also used in detecting missing labels.
Hold-off Distance
Another possibility to avoid double triggers is to set a hold-off distance. With this feature, a double trigger is discarded within the hold-off distance. For example, if a 0.5 mm hold-off distance is set, it eliminates most of the double triggers.
Hold-off distance should be used with caution when used to avoid double triggers in complex inlays.
Use hold-off distance with caution. In the example, an inlay is normally triggered on the first edge, and triggering on the second edge is avoided by setting a hold-off distance (1). But, if a trigger is missed (2), the triggering will permanently go off sync (3).
Visibility into Triggering
Tagsurance 3 system provides visibility on trigger reliability. The trigger sensor view shows the actual repeat length as seen by the trigger sensor.
Trigger sensor view
In the above example, there is periodically one repeat that is about 0.5 mm longer than others. This 0.5 mm must be considered when optimizing the trigger position. An additional 0.5 mm safety margin must be used.
Trigger sensor view – missing label
In this example, the liner drifted and for a short period, triggers were missed. The scale of the repeat length changes for a while because of the exceptionally long trigger interval. Similarly, double triggers would be observed as exceptionally short trigger intervals.
Strobe Light
For optimizing trigger position Voyantic offers a strobe light that automatically synchronizes with trigger signals. The strobe light flashes whenever a label is in the test position. And because the human eye works as the human eye works, the strobe light shows perfectly where the label is on the coupling element when testing starts. Optimizing trigger positioning becomes easy.
When the trigger position is adjusted in the GUI, the trigger mark shift can be observed with the help of the strobe light. (Note that the video with frame rate limitations does not do justice to the strobe light, the real-life view is even better)
Recommendations – How to Make Triggering Perfect
Select a sensor type that matches the material.
Use the pattern trigger feature combined with simulated triggering.
Confirm reliable triggering with the trigger sensor view.
Use strobe light to fine-tune the trigger position.
With the above principles, the trigger sensor will work perfectly.
See Tagsurance 3 in Action
Book an online demo
Fill in your details, and we’ll be in touch to schedule an online demo.
I work as a Marketing Manager at Voyantic. I have been working in B2B marketing for over a decade, first in the Wi-Fi industry and now with RFID. My job is to make sure our target audience knows how Voyantic can help them to excel in RFID.
Content
Summary
Bad RFID tag production quality = unacceptable variance in tags’ sensitivity = inconsistent performance / read ranges = unreliable RFID system performance = unhappy customers = bad for business
Quality can only be checked with professional RFID testing and quality control systems
Voyantic can help you improve design and manufacturing quality
Voyantic has published a lot of content about RFID technology, the market, and quality testing practicalities. But I wanted to understand what quality really means in RFID. And why should label converters and tag manufacturers care? Read on to find out what I learned.
Framework of RFID Tag Quality
The quality of RFID tags and labels boils down to RF performance – how consistent is the performance compared to the RFID tag specifications? RF quality cannot be seen with the human eye. Nor can the RF performance of a smart label or inlay be checked with any camera, x-ray, or machine vision. The quality can only be checked with RF (radio frequency) measurement system.
With that in mind, the following framework describes the levels of defining smart label RF quality, from design quality to documented production quality control:
Design Quality means fit-for-purpose RFID tags are designed for different use cases and applications. Good quality design means that the tag has the required performance and durability for the intended use case, taking form factor and unit cost into consideration as well. In practice, performance translates into readability and read range of the tag in the environment it was designed for: from how far the tag can be read, and from which angles, what type of items is it a good fit for?
Tags can be functional but not-fit-for-purpose Taking a simple approach, the functionality of the tag can be checked with any reader – if the tag ID can be read, it is a functional tag. Sadly, this approach does not reveal aspects of quality, or if the tag meets the requirements or not.
Consider an analogy to a tag functionality test from the automotive sector: at the end of a car factory line, someone only looks at and listens to the cars: “I see a car and hear the engine – Quality check ok!”
RFID tester verifies that tags meet the specifications A proper quality test measures the RF performance of the tag, preferably on the production line. Voyantic’s Tagsurance 3 RFID production quality control system checks the tags’ performance against pre-set criteria. The system gives a pass/fail result based on the requirements for each RFID tag passing through the system.
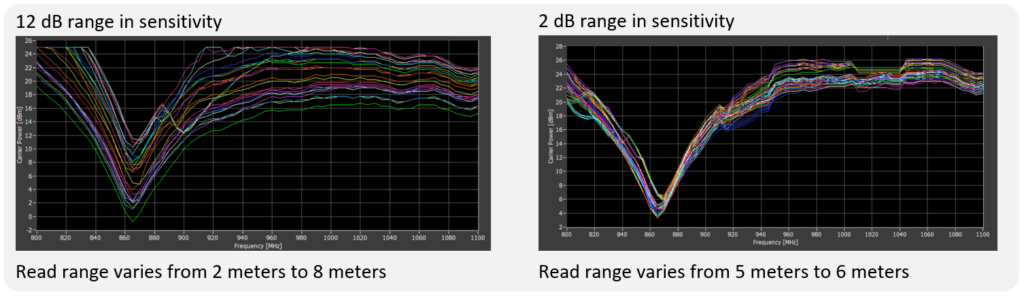
Knowing the production variance is the key to improving your process Quality testing also reveals the variance in the tested tags’ performance. The variation in the tags’ sensitivity in practice means the differences in the tags’ read range. Tag sensitivity is the measure of how much power is needed to wake up a tag. Variance is inherent to mass production – manufactured tags are never perfectly identical. Quality requirements set the acceptable variance limits for the tags’ sensitivity, ensuring they meet requirements for consistent performance, i.e., consistent readability of the tags.
Knowing the variance is essential for internal development: for discovering good practices, and making comparisons – comparing machines, production teams, materials, settings, and so on.
Customers expect proof of quality The highest level is to be able to prove the quality in detail. A professional quality control solution automatically records a log of all tests with the tag’s unique codes along the log data. This record can be used to prove the quality of the production batch and to prove the quality of each individual tag.
Testing in RFID inlay and label production is required to verify the produced tags meet the designed sensitivity.
Why Quality Matters…
…for the RFID system end-users?
Variation in sensitivity causes the readability of the tags to vary. Differences in tags’ read ranges lead to missed readings, and ultimately, decreased reliability of the whole RFID system. High variation in tag sensitivity also indicates variation in durability – some tags may last longer than others. End users will not be happy to see the reliability of the RFID system decrease.
Customers expect consistency and for each tag to perform according to its datasheet information. As customers’ knowledge and experience of RFID technology increases, they also expect a documented quality program and, in some cases, require documented proof of quality from the tag supplier, and even compliance with a quality standard.
Please accept marketing cookies to watch this video.
…for manufacturing?
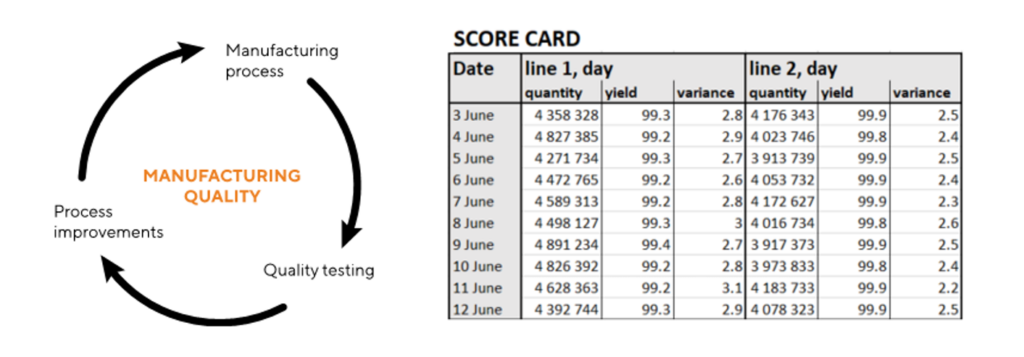
Quality management is the bedrock of RFID inlay and label manufacturing. A complete RFID quality control system gives visibility into the production process to catch production line issues early on before more tags start to fail, thus reducing waste and improving yield.
The statistical quality data also enables comparing machines, production lines, and shifts. Good practices can be adopted, and poor performance can be addressed, improving the overall efficiency of production.
… for management?
A company’s top management typically focuses on the long-term growth and profitability of the company. High-quality products contribute to customer satisfaction, thus helping to drive more recurring sales revenue. Higher production yields, reduced waste, and increased production efficiency also contribute to better margins.
The measured quality data is the basis for continuous operational improvements and long-term profitability. In practice, data enables optimizing investments: Which machines and materials work the best, and where there is room for improvement?
The Cost of Bad Quality
As the industrial scale of a company increases, the importance of good quality and reliability gets to a whole new level. Two very typical use cases for RFID are inventory tracking and supply chain management. Big brands and retailers may have hundreds of millions of items tracked and traced with RAIN RFID throughout their supply chain and retailer networks. If you consider, for example, that 1 percent of the RFID tags used to track items do not work well, that doesn’t initially sound too bad. But when you are tracking hundreds of millions of items, 1 percent translates into millions of products being lost from inventory tracking and considered stolen, wasted, or otherwise unaccounted for.
Voyantic’s core business is to measure the performance of RFID tags and inlays – to help our customers make sure every delivered tag works right, and enable engineers to make better products. Our vision is that every RFID tag and label have been tested and verified in the production process with our quality control system
Get in touch to see if we can help you with your RFID projects!
I work as a Marketing Manager at Voyantic. I have been working in B2B marketing for over a decade, first in the Wi-Fi industry and now with RFID. My job is to make sure our target audience knows how Voyantic can help them to excel in RFID.
Content
As the demand for RFID smart labels is growing, traditional label converters are increasingly getting questions from their customers about adding RFID to their label products.
Label converters that are just starting with RFID or considering it, need to first educate themselves on the fundamentals of the technology and what is involved in producing RFID labels. We decided to host a webinar to help with this first step.
The RAIN RFID market is developing in terms of volume, value, and diversity. Big retailer mandates, such as the Walmart mandate, also have an effect on driving growth on the retailer side, creating opportunities and challenges for the players in the market. Likely, your first RFID label customer will not be your last one.
The webinar focused on the basics of RAIN RFID specifically in the context of label converting in the retail industry: what are the key aspects that a label converter needs to consider when adding an RFID inlay into labels, turning them into RFID labels?
The webinar also touched on data standards and data encoding. Knowledge of encoding and different data standards is the key to preventing tag clutter which can be an issue in the RFID industry, but also to enabling the use of the item’s digital identity throughout its lifecycle. For example, the same RFID tag can potentially be used in various different applications from logistics management, and inventory tracking in the store, to customer self-checkout, and customer experience applications.
There are a lot of great resources available for the basics of RAIN RFID technology, its applications, and its unique benefits. If you are a RAIN RFID beginner, https://www.rainrfid.org is a great place to start.
How to Approach the Increased RFID Label Demand?
The typical steps that label converters need to take to get into the RFID label business include:
Acquiring information and knowledge
Expanding supplier and partner networks
Upgrading different production machinery for RAIN RFID
Investing in dedicated RAIN RFID production machinery
The first step always is to acquire information. What does your customer need and is there a mandate or any other requirements documentation that you need to familiarize yourself with? What is the format of the label that is needed; a sticker, a hangtag, or a prime label? What kind of data is needed for the label, both printed and encoded?
You will also need to learn essential information about RFID technology and RF-specific considerations for the label production process. Inhouse expertise on RFID and any applicable mandates is highly recommended, in addition to finding the right partners. An in-house expert enables you to become a value-added supplier to your customer to navigate through new requirements from their retail customer.
Read on to get started with the first step.
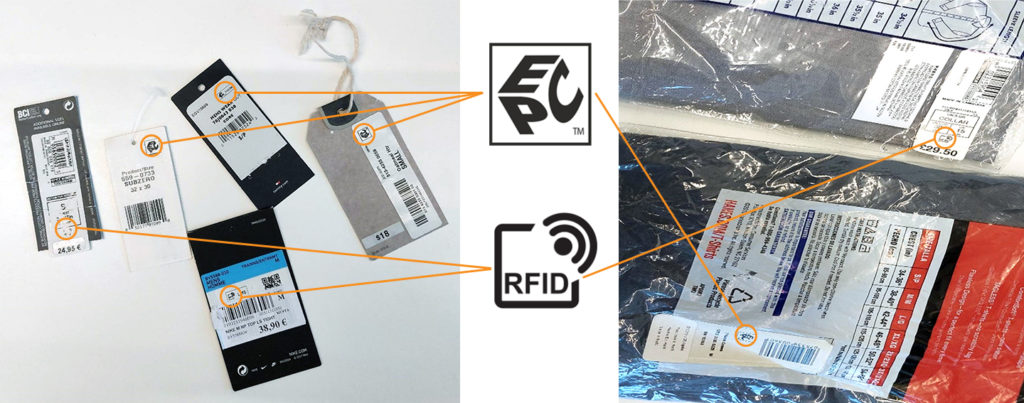
You can recognize an RFID label by an RFID or EPC emblem mark on the label or hang tag. EPC stands for electronic product code.
What do you need to know about RFID inlays?
One of the core components of an RFID label is an inlay, which consists of an antenna on a substrate and an IC (chip) glued on top of the antenna. This process creates dry inlays. Dry inlays do not have an adhesive layer.
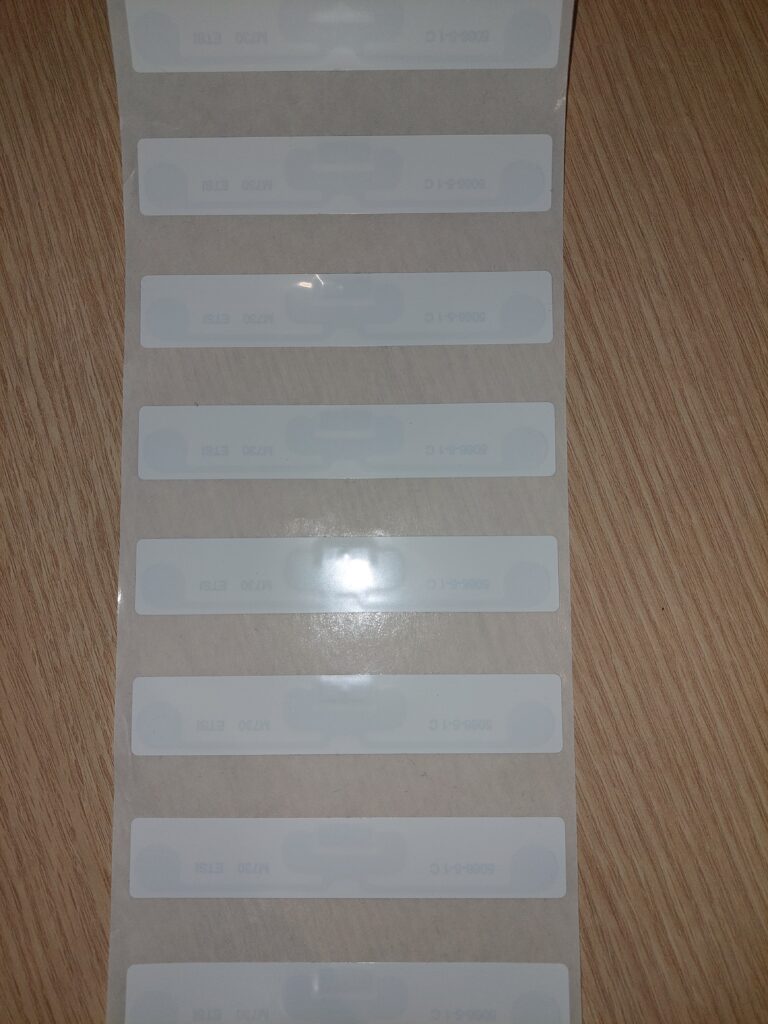
A term you often hear related to retail label mandates is white wet inlay, also known as a “sticker”. A sticker refers to a blank RFID inlay that has adhesive and liner layers and a simple white facestock. A sticker can be applied directly to an item.
Dry inlays: no self-adhesive layer in the inlay. I.e. it is not a sticker
Wet inlays: an inlay in a sticker format with an adhesive and liner layers, and it can be directly applied on top of an item without additional converting process
White we inlay aka Sticker: an inlay in a sticker format with adhesive and liner layers, and a white facestock
Overview of the RFID Manufacturing Process
RFID label converting includes unique requirements and considerations for the converting process. Before going into the converting process, it is essential to have at least a high-level understanding of the entire RFID manufacturing process and how converting relates to the process.
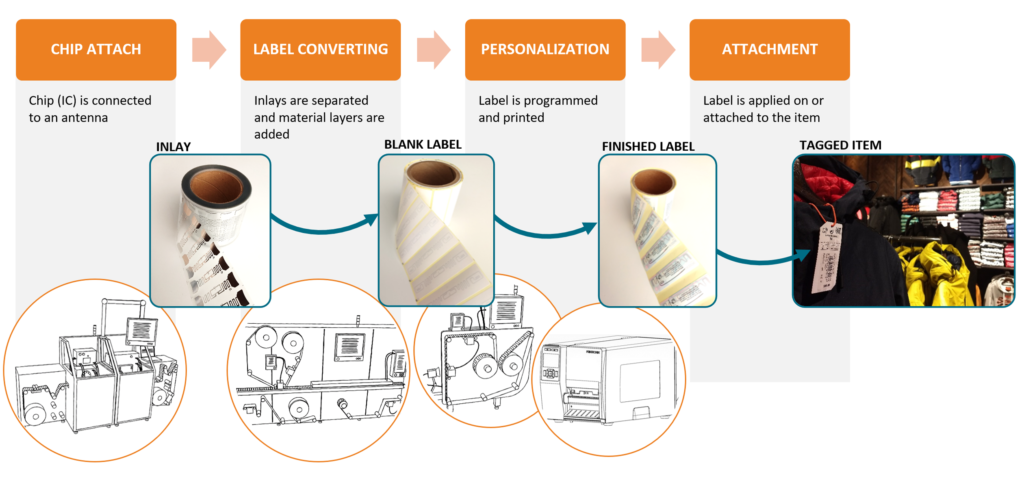
Without going into component manufacturing (IC, antenna, liner materials, etc.) the first step in the process is chip attachment (aka IC bonding) where the IC is attached to an antenna to form an uncut dry inlay. There are specialized manufacturing companies that focus on IC attachment to produce inlays.
Next, the uncut dry inlays are converted in one or more process steps into labels: material layers, and adhesives are added, and labels are cut into white labels, aka stickers. This simplified process is just one option and there are a lot of different processes for RFID label converting, depending on the type of label and use case.
After converting, data needs to be added to the blank label. This process is called personalization and can sometimes be done on the same label-converting line. Data is encoded into the labels to give them a unique serial number that can be read with RAIN RFID readers. Personalization also includes printing human-readable data and information on labels.
The last step of the process is attaching the ready label to an item, and turning it into a tagged item.
For a converting company, the business opportunity is anywhere between dry-cut inlays and personalization. This strategic decision impacts the label manufacturing process changes and machinery investments that are needed.
Retail RFID Mandate Data Terminology
One of the growth drivers for RFID labels is coming from the big retailers mandating the use of RFID for their suppliers. There are some basic terms you need to be aware of, specifically related to the retail mandate landscape.
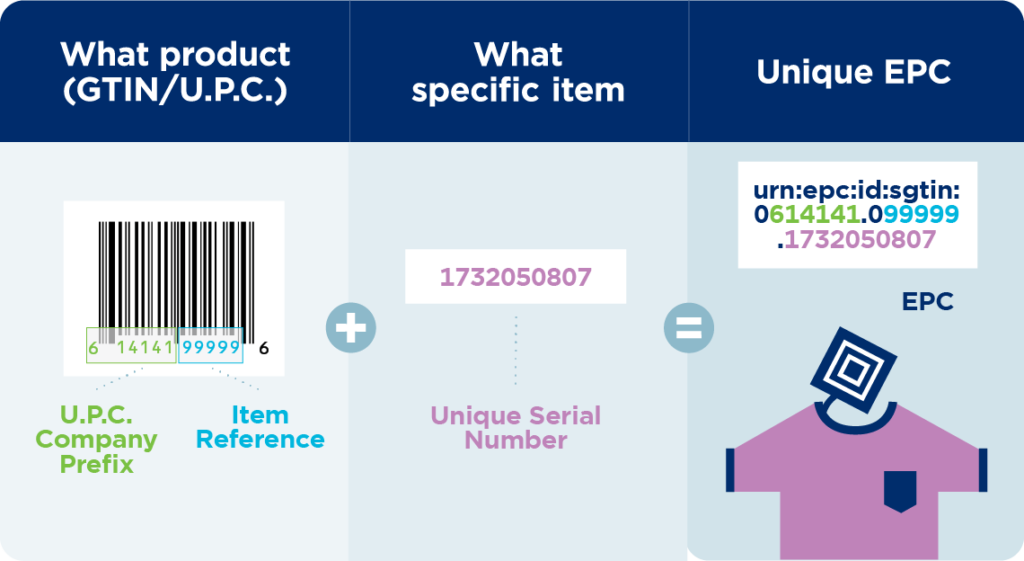
When your existing customer is asking for RFID labels for item identification, in terms of data, you will need to convert the products’ UPC / EAN / GTIN barcode number to an RFID encoding and add a serial number. The combination (barcode number + serial number) is a unique EPC, which is the GS1 term for an RFID-encoded number and stands for Electronic Product Code.
The retail world has traditionally focused on using barcodes to identify the product type (stock keeping unit, aka SKU), for example, a 5 lb bag of flour or a 1 gallon of milk. This is now changing into having a unique identifier for every single item. By adding a serial number to the product label, you don’t just know the product type, but exactly which individual product package it is. This naturally requires that every single serial number is unique. You should always use official RFID tag data standards/numbering schemes.
One term that comes across in the retail mandates is “permalock”. Permalocking the encoded RFID data means that users cannot change the data. RFID tag data can also be “locked”, but locked data can be re-written with a password. Permalocking the tag data is required in most retail mandates.
UPC = EAN = GTIN = barcode number
EPC = GS1 term for RFID-encoded number
EPC or ISO RFID logo is usually required to be printed on the labels to indicate to consumers that the label includes an RFID tag
SGTIN-96 = Encoding scheme that includes GTIN and the serial number. The number 96 refers to the number of bits in the tag chip where the information is encoded
Permalock = RFID encoded data is permanently locked so that users cannot change (re-write) the data
How to Get Started
In short, you can get started with the following steps
Source inlays
Get machinery to insert/laminate RFID inlay on a sticker or a prime label
Add quality control
Find out if encoding is required. If yes, get encoding equipment and data models
Inlay Selection
In some cases, the mandate specifies the type of inlays that can be used. If the inlays are not specified by mandates, often there are de-facto inlays that are being used in particular industries and applications. Inlays specified in the mandates are selected through quality certification processes.
Auburn University ARC certification program works closely with big retailers to establish quality standards and performance requirements for inlays in various applications and environments. Those requirements are defined in requirement Specs maintained by ARC. The ARC program tests inlays against the requirements in the Spec, defining and listing which inlays are approved for that Spec.
Retailers can check which inlay Spec applies to different product categories and which inlays are approved to meet the performance requirements for that Spec.
However, not all retailers use the ARC specifications. Some have in-house specifications and documentation that specify which inlays are accepted.
Most mandates define the dimensions of the finalized RFID labels and specify the performance of the inlays by referring to the ARC categories. Typically there are multiple options for inlays that meet the requirements available. An important consideration is to take the converting machine capabilities into account;
what size rolls can be used in the machine,
what should the roll core diameter be,
should the inlays be cut or uncut,
do you need dry or wet inlays, etc?
These practical considerations may limit the selection of possible inlays and their delivery format.
Other considerations for inlay sourcing may include pricing, delivery terms, and schedules, support availability from the inlay supplier, available quality data of the inlays, etc.
Download the RAIN RFID Tag Buyer’s Guide to learn what to ask from the tag suppliers and what specifications should you consider to make better decisions with tag selection.
Label Approval
Next, you need to figure out the label type required by your customer. There are different types of RFID labels, prime labels, hang tags, and stickers. RFID tags can also be embedded into the product or packaging. In retail, a sticker, which is an RFID label with a simple white facestock, has become a common way to add RFID to products. The retail mandates may also define requirements for the sticker facestock and adhesive materials.
A typical RFID sticker on a product packaging
Next, your customer needs to have the finished label go through an approval process in which the retailer can verify that the labels are encoded properly, contain all the required printed information, and are positioned properly on the product. Auburn University’s ARC program covers the label approval process for most retailers. Not all retailers go through the ARC program, however, they may also have their own internal approval process.
Another term you may run into is GS1 TIPP, which stands for Tagged Item Performance Protocol. In the TIPP approach, instead of testing tags or inlays, the testing is done with the item that is already tagged with RFID. TIPP is used for some mandates in Europe and its use is also increasing in North America, especially for the use of food and pharmaceuticals.
RAIN RFID Production Machinery – Upgrade or invest in new?
RFID inlays are a layer of materials. If a converting machine has an insertion capability or a laminating capability and a die-cut station, those machines can typically also be used for inserting RFID inlays. But there are a few considerations to keep in mind.
For dry inlays that don’t have any material on top of the IC, ESD (electrostatic discharge) protection and tension control should be considered. A common reason for IC malfunction is either too loose or too high tension for the inlay roll. If the roll is too loose, it can slip and break off the IC. If the roll is too tight and there is too much tension, it may crack the IC or IC connection. A proper quality control system is the only way to know if something is going wrong in the process. Real-time visibility of each label’s performance allows adjusting the process parameters as soon as problems are detected, eliminating waste and re-runs. If a machine has some kind of tension control or some kind of ESD protection, typically that also works for RFID. Wet inlays with material protecting the IC and antenna, are well protected against tension and ESD.
The other option is to invest in new RFID-specialized converting machines. This may become an option to consider as you grow your customer base and you need to scale the production. The good news is that there are options and expertise available to help you with your choices.
Need help with your RFID opportunities and challenges? Contact us ›
Add Quality Control
Inlays are not continuous material, which makes position control critical. The inlay must be in a consistent position inside the label, and must not be cut or perforated.
Quality control for RFID labels differs greatly from quality control for traditional labels. Unlike barcodes, which can be verified and checked visually, RF performance cannot be seen. An RFID label that works well usually looks exactly like a label that does not work as specified.
The RF performance of the label needs to be tested to make sure it works within set performance requirements. An RFID tag may be readable, but the performance may not be good enough causing variation in the read range that is not acceptable for the intended use case. Read range is the distance that a tag can be detected with a reader. In other words, a tag may be readable in the production line in close proximity, but may not work when attached to an item and read with a handheld reader from a few meters apart in an inventory count.
Monitoring the performance of the tags is not complicated. It can be done in the production line at full production speeds, checking that every label on the line meets the specified performance requirements. The quality testing system brings visibility into the process, making sure you also catch any issues early on in the production run.
RFID labels can be encoded either inline with encoding equipment integrated into the converting machine, with specialized roll-to-roll encoding machines, or using RFID printers. For large volumes, the ideal would be to encode inline and at high speed. RFID printers can be used as a temporary solution for larger volumes, short-run service bureau jobs and for low- to mid-volume stickers and prime labels that can be accommodated in a printer.
If you made it through to the end of this post, you might be interested to hear that we are planning a follow-up webinar that will dive deeper into the RFID label converting process. You can help us plan the content and make it more relevant to your needs by sending over any questions or suggestions related to the topic. (email: marketing@voyantic.com)
"I enjoy seeing both Voyantic employees and our customers thrive. The grand majority of my time is invested in projects and initiatives that grow the RAIN RFID market in the long term. My remote office is on a patrol boat somewhere in the archipelago of Finland."
Content
While the annual manufacturing volumes of RAIN tags at over 30 Billion are indeed impressive, the potential is in Trillions. I dare to claim we are seriously underperforming!
Let’s have a look at how the RAIN market has evolved over the past 20 years, and what has been the driving force that has taken us from one era to another. In the end, I will highlight some of the eco-system challenges ahead, and how to tackle them.
The Era of Making it Work
When RAIN RFID technology was still in its infancy between 2004-2010, the whole thing looked and felt like a science project. I say “a thing” because it hardly was a profitable business for anyone. The RF performance of both the tags and readers was one central engineering issue. What made it worse still was the fact that most often reader and tag manufacturers were separate entities, which simply meant that collective learning was a slow and delicate process.
Glimpses from the early “science project” days at Voyantic.
The emergence of common test systems, practices, and language helped engineers collaborate and fix many of the early shortcomings of RFID technology. The ARC program was further established to bridge the end users over that death valley of RF performance and tag selection. The EPC global and Item Level RFID Initiative (ILRI) brought the end users together, streamlining for example the use of data carriers utilized in supply chains. As a result, the science project started to gain adoption across the retail industry in North America.
The Era of Collaboration
As the technology and market started maturing through 2010-2020, RF performance evolved into a lesser problem. In addition to the ARC program, vendors collectively learned about the marvels of RFID tagging performance through the GS1 TIPP guideline projects. Also, the end users expanded their collaboration in numerous ways, and I would gladly point out the ISO Tire RFID project as one successful example. The RAIN Alliance was established in 2014, and it gave experts a safe domain that facilitated collective learning and market promotion further still.
On the technology side, readers got different “modes” that help end users optimize the inventory strategy for various use cases. Also, the sensitivity of tag ICs went up through the roof. We also saw how the industrial-scale manufacturing technology in reel-to-reel processes secured the supply of RAIN labels. All this led to a situation, where everyone in the market recognize that RAIN RFID simply works. Where are the next challenges?
The Emerging Era of Super Scalability
According to the RAIN Market report 2022, the current inlay-based smart-label industry continues to grow 20-30 % per year. That forecast leads the RAIN industry to annual tagging volumes of 50 Billion by the end of 2025. However, the potential of RAIN is in trillions of tagged items per year! How to bridge this gap? Work is needed both on the supply and demand sides.
To super-scale up towards trillions of RAIN-tagged items, our eco-system needs to adopt new approaches to the supply side. As one example, we are already seeing embedded tagging taking place at various product manufacturing lines. In the long run, embedded tagging may, or may not, utilize traditional dipole-type inlays, that are manufactured in reel-to-reel processes.
Embedded tags can be added to tires during the manufacturing process.
The other side of scalability is that we need to make RAIN much easier to deploy – think of Wi-Fi, BLE, QR codes, or even NFC. RAIN gives items a digital identity, that will be utilized through the item’s life cycle. This future vision goes well beyond the retail industry.
As the item digital identities carry more and more information, data protection and data sharing between stakeholders require more attention. I count on industry-wide policies and standards to help stakeholders to agree on sustainable practices regarding data sharing, protection, and ownership.
As RAIN RFID Spreads, Read Reliability will be Challenged
As RAIN deployments scale, overlap with each other, and expand to new environments, read reliability will be challenged. Read reliability has several contributing factors and, fundamentally, a statistical nature: the shorter the time available for an inventory round, the greater the challenge is.
Contributing factors include data carrier structures, tagging quality, RF interference, and regulatory constraints. It is important to tackle all these factors early on. If we choose to ignore or under-resource such necessary housekeeping, I believe we will start seeing applications with timing constraints switch over to other technologies.
In all this, tagging quality is one of the most trivial variables to control. Data carriers are more challenging mainly because of the extensive and broad documentation involved with them. Fortunately, both GS1 and RAIN are increasing the awareness around sustainable numbering policies, and also providing documentation and material that is more easily digested.
Industrial Collaboration is the Key to Continued Success
Item numbering structures, RF interference, and regulatory constraints are eco-system-wide challenges, that require early mitigation. Simply said mitigation most definitely includes engineering work, but also implementation guidelines, regulatory advocacy, and an endless amount of training.
Industry collaboration, learning, and networking at the 2022 Connections Summit in Helsinki. (Image by Ilkka Vuorinen)
These eco-system challenges are typically bigger than individual companies can handle. That is why I believe industrial collaboration through the RAIN Alliance, GS1, and AIM plays such a pivotal role. If you’re in this industry for the long run, be sure to follow, support, and contribute to the collaborative efforts that take place within these different industrial associations.
Voyantic is a member of the RAIN Alliance and AIM Global.All blog posts
I work as a Marketing Manager at Voyantic. I have been working in B2B marketing for over a decade, first in the Wi-Fi industry and now with RFID. My job is to make sure our target audience knows how Voyantic can help them to excel in RFID.
Content
RAIN RFID technology has been used for location-tracking applications for a long time. But the hype around IoT has given a new boost to companies exploring RAIN RFID’s suitability as a locating technology. In recent IoT tradeshows, our team has had several discussions about using RFID as an indoor locating (RTLS – Real Time Locating System) technology. So we decided to host a webinar to explore the topic further.
This post summarizes the various RFID-based locating approaches covered during the webinar. Check out the webinar recording to also hear case study examples of utilizing RAIN RFID in locating applications and combining RFID with other RTLS technologies. The webinar guest speakers came from Turck Vilant Systems and Kathrein Solutions.
RAIN RFID as Indoor Locating Technology
Reader-based Location
The most common way to establish a location of an item is to base it on the readers. When you have a fixed reader and you know the location of the reader, you can determine the approximate location of a tagged item based on the reader reporting the tag. The location of the item will be within the set reader zone. For many applications, this approach works, for example in sports race timing applications. The reader could be placed also on a doorway to detect movement in and out, providing the room-level location.
Readers at the finishing line detect when the runner’s tag crosses the line.
Tag-based Location
A reversed method for reader-based locating is to have tags in fixed locations and track the reader location based on the fixed tag positions. The benefit of this approach is that tags are cheap. It is feasible to put many tags along known paths, for example, in elevators, trains, conveyors, floor tiles, etc. When the reader passes and “sees” a tag, that’s where you place it on the map.
Tags at fixed locations reveal the reader’s location.
Locating Correct Items
Finding the location of a specific item, where something is, is a very common use case. For example, finding the right part in a warehouse or the right file in a large archive. A new product in the market that helps with this application is an LED tag. To find an item, a hand-held reader sends a select command to the item it is looking for. When a reader “finds” the item it is looking for, the LED on the tag lights up to visually aid the user to locate the item.
The other method is using a “Geiger mode” with a hand-held reader. A reader can be set to show a “getting warmer or getting colder” indication when the reader gets closer to or further away from the item of interest. A sound indication beeping more frequently when the item is closer is often used – hence the method is often labeled as “Geiger counter”.
Reference Location Tags
Another good and common method for locating is to place reference tags in fixed locations where items are stored, for example on shelves and tables, in rooms, and at doorways. When you are doing an inventory with a handheld reader, you are also reading the reference tag in addition to the tags on your items and can determine the location of the items based on the known reference tag location.
Phased Array
Phased array is a fairly new method for locating RFID tags. This technology has existed for decades, mostly in the radar business. Phased array is a type of antenna consisting of multiple small radiating elements within one antenna housing, where controlling the phase difference of the elements allows the transmit beam to be steered in the desired direction. This allows you to scan your environment in different directions to find the tagged items.
Overhead two-directional phased-array readers are becoming more popular. They allow estimating item locations with a single reader mounted on the ceiling, scanning left, right, back and front. The overhead readers work well when the items are big and the room is fairly empty. Shelves and furniture in the room causing reflections and echoes will have an effect on the accuracy.
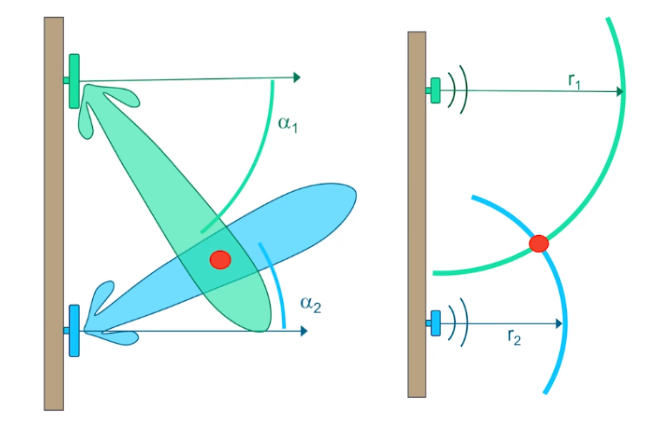
Triangulation
Using two or more horizontal wall-placed scanning phased-array readers enables determining the location with triangulations. You could also determine the location with one phased-array antenna placed on the wall if you know the angle and the distance range to the item. This technique is still rare and relatively expensive.
Range-based triangulation is a more traditional approach, where two or more readers find the item and can estimate the distance of the item from the reader. The distance data can be used to calculate the location of the item. But estimating the distance with RFID is not that simple. Typically in RF, time of flight is used, but with small distances, the time differences are too small for it to work accurately. Using RSSI is also tricky since it only works in one way. If you get a very high RSSI, you know the item is very close. But if you get a low RSSI, the item can be anywhere, far away, or close.
Using directional antenna-based triangulation and range-based triangulation for determining the location.
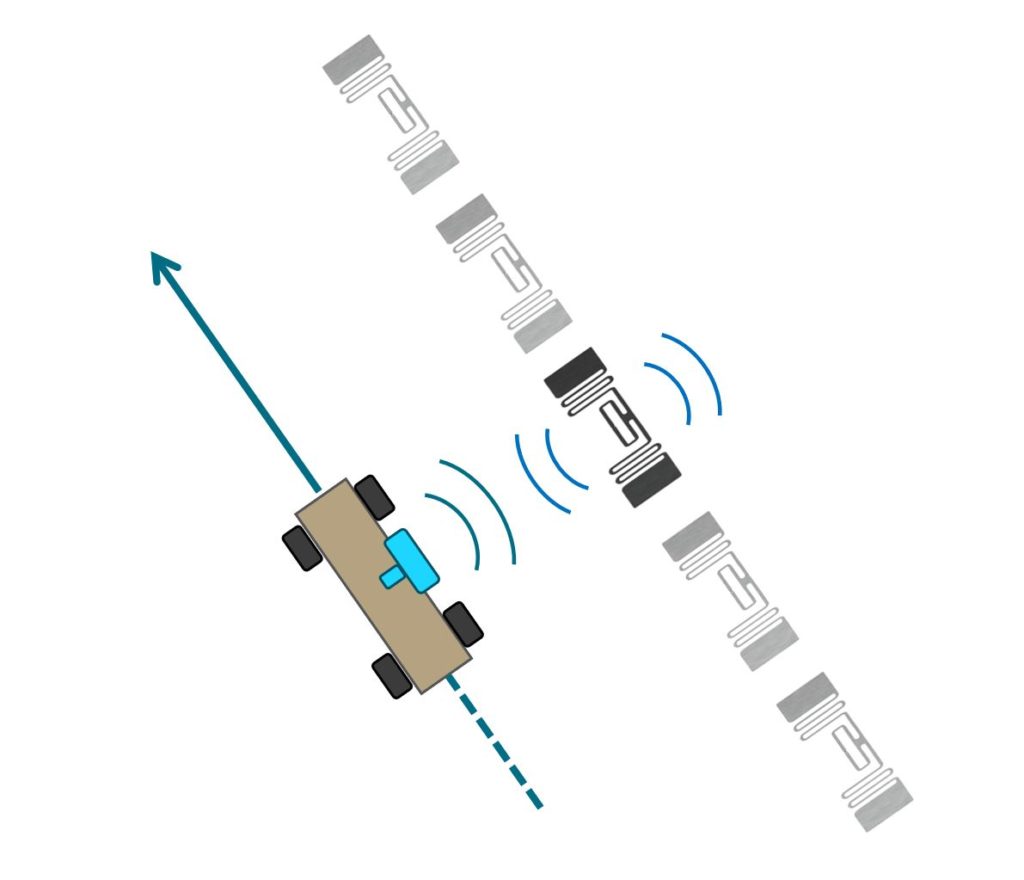
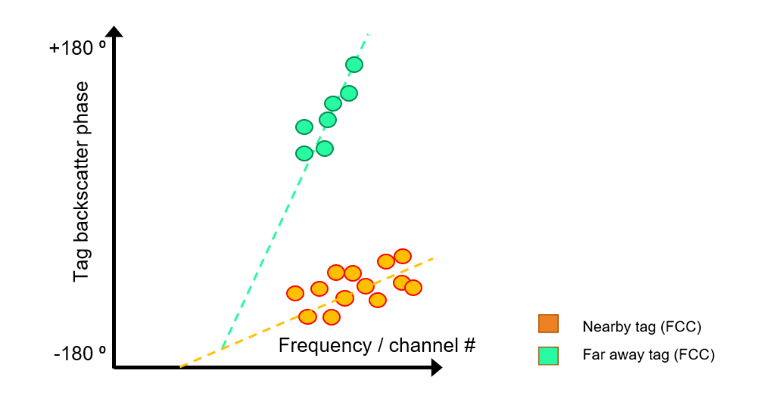
Phase-based Ranging
Phase-based ranging is a technique using backscatter phase measurement. In this method, you pick a channel and get a reply from a tag. The reply always comes at a certain phase. When you take the next channel or move up in frequency, more wavelengths are going to fit in the path from the reader to the tag and back, so the phase will increase. When you go to a higher channel number, the phase goes up (see the below graph). The phase rate of change is relative to distance and can thus be used to calculate the distance of the tag. If the phase grows fast the tag is far away. If the phase grows slowly when you increase in frequency, the tag is much closer. Regional channel regulations cause challenges for this approach, however.
Inventory Robots
Using inventory robot technology for locating items is not very common yet, but it can be a good solution for doing inventory in large retail stores and warehouses, for example. The robot’s location can be tracked accurately with floorplans and rotary encoders, LIDAR, and other technologies. While the robot roams around tirelessly, its antennas can detect tagged items from hundreds of locations on its path. The accurate location of the items can be calculated from those data points in post-processing. This method is optimal when the items don’t move. Luckily the robots do not mind pulling an all-nighter, allowing the inventory rounds to be completed during the night.
In Practice – A Combination
Usually, a combination of methods is the best approach. One RFID tag can be located through any of the methods. Let’s use a hospital as an example:
It may be enough to know that a piece of equipment is in a specific patient room when in use: 🡪 gate readers.
Item stored outside of cabinet can be searched with handheld readers: 🡪 Geiger counter
In the entrance area items a triangulated for preventing stealing: 🡪 triangulation with RSSI and beam antennas
During the webinar, Peter Feldmann from Kathrein covered how a combination of RTLS and RFID technologies is used to locate forklifts in a warehouse.
When to use RAIN RFID as a location-tracking technology?
This post scratched the surface of the different approaches to utilizing RAIN RFID technology for location tracking. Whether RAIN RFID is suitable, as a complementary or main technology, for locating applications depends on the use case and requirements.
One of the clear benefits of RAIN RFID technology is that the tags are relatively low cost, coming in various forms and sizes, making the tagging of also lower-value and small form factor items feasible. One situation where it is smart to explore the potential of RAIN RFID for locating applications is when there is already a RAIN RFID system in place and the locating application could utilize the item data from existing tags and infrastructure.
Voyantic Tagformance system includes an Application Development Suite (ADS). The ADS software is an ideal tool for optimizing RAIN RFID locating systems.
The software package includes tools for determining forward and reverse link power margins with different locating approaches, a tool for optimizing antenna positions, and a tool for detecting phase shift, as well as tools for testing tag populations and interferences.
I am Sales Director at Voyantic. I have over 15 years of experience from the RFID industry in Europe and the USA. I have two master's degrees: in industrial engineering and in marketing, and two patents in auto-ID technology. I am actively participating in RAIN RFID alliance activities.
Content
It’s a new year and, again, a time to take a look at what’s been published in RFID research in the past year. I have done these yearly recaps a few times now (see posts from Jan 2022 here and from Feb 2021 here) as looking at the research field gives a good indication of what might become available for business applications in the coming years.
Numerous RFID-related themes and topics were researched in 2022. Some popular themes were again sensor tags and healthcare applications. The RFID industry has grown strongly and that growth may have boosted research topics that are very close to practical implementations.
Advances in RFID Sensing
Sensor tags continue to be a popular research theme within RFID. Temperature is the most popular physical property being measured. Temperature sensing is followed by humidity sensing and pressure sensing. RFID sensors are being studied, for example, in pharmaceutical and food logistics applications.
A paper by B. Saggin; J. Podlecki; A. Vena; B. Sorli; F. Coffigniez; V. Guillard; S. Silvestre; C. Ramade: Food spoilage estimation using a sensing RFID tag demonstrates how an RFID tag can be used for indicating freshness status of packaged beef in food logistics.
RAIN RFID is used widely in tracking applications in logistics. Expanding the use of existing processes and infrastructure to also monitor freshness seems like a smart addition.
RFID sensing is not limited to the major physical properties. In 2022 many countries have seen energy prices soaring.
A publication from I Ullah; B Sanz-Izquierdo; J C Batchelor: Dual RFID Tag System for AC Current Sensing shows how RFID sensor tags can be used to measure domestic AC consumption.
RFID Sensing in Healthcare
Non-invasiveness of RFID is a driver of the study of healthcare applications. Researchers from University Tor Vergata have published studies of several applications such as:
C Miozzi, V Errico, G Saggio, G Marrocco demonstrate the possibility to use RFID as a wireless surface electromyography – a method for studying the health of muscles and related nerves: A Fully Integrated On-Skin RFID EMG Sensor
Research Assisting RAIN RFID Implementations
Some research papers are tightly connected to RFID implementations, solving practical problems that have occurred.
RFID could be used to monitor underground pipes for corrosion and leakage.
The Voyantic Tagformance system with anechoic chambers has been used as a measurement and testing tool in many of the RFID research projects. Publications of several RFID research projects utilizing the Voyantic Tagformance system can be found at Google Scholar. Stable and purpose-built RF test conditions ensure reliable results in academic and commercial research projects.
"I enjoy seeing both Voyantic employees and our customers thrive. The grand majority of my time is invested in projects and initiatives that grow the RAIN RFID market in the long term. My remote office is on a patrol boat somewhere in the archipelago of Finland."
Content
How cool is NFC in that it simply works all over the globe: 13,56 MHz everywhere? How cool do you think it is, that RAIN RFID today enjoys the same: several reader channels between 902 and 928 MHz on all the continents!
Status up until 2018: two regulatory regions with no overlap
Traditionally, the end users and RAIN solution providers have accepted and adapted the fact, that in Europe RAIN deployments have been limited to operate at the 866-868 MHz range, also known as the ETSI range, where the four reader transmit channels are. The rest of the world utilized reader transmit channels somewhere between 902 and 928 MHz – the so-called FCC range.
The EU decided to harmonize the RAIN RFID band in 2018
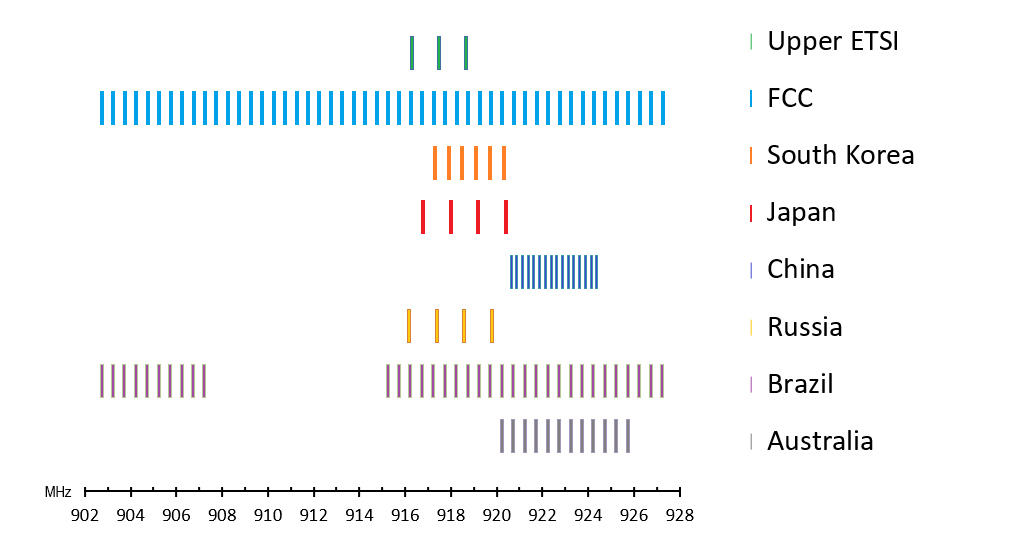
After years of CEPT (short for European Conference of Postal and Telecommunications Administrations) technical studies and mounting pressure from the RAIN end users, the Commission Implementing Decision (EU) 2018/1538 specified three reader channels at 916,3 MHz, 917,5 MHz, and 918,7 MHz. The Commission also defined the implementation deadline as 1st February 2019 but acknowledged several exceptions for existing regional radio systems, such as military and railway deployments.
The picture above shows how well the European new RAIN RFID reader channels fit among the other global regulatory regions.
Status today: 902-928 MHz covered by a grand majority of countries!
As we study the RAIN RFID regulatory status document maintained by Mr. Craig Alan Repec of GS1 Global Office, out of the listed 81 countries with known status, 55 offer RAIN RFID reader channels between the band 902 – 928 MHz. Out of the CEPT 46 member counties, 25 have partial or full implementation for the upper European RAIN RFID channels, and that number is rising every year.
Performance benefits are significant
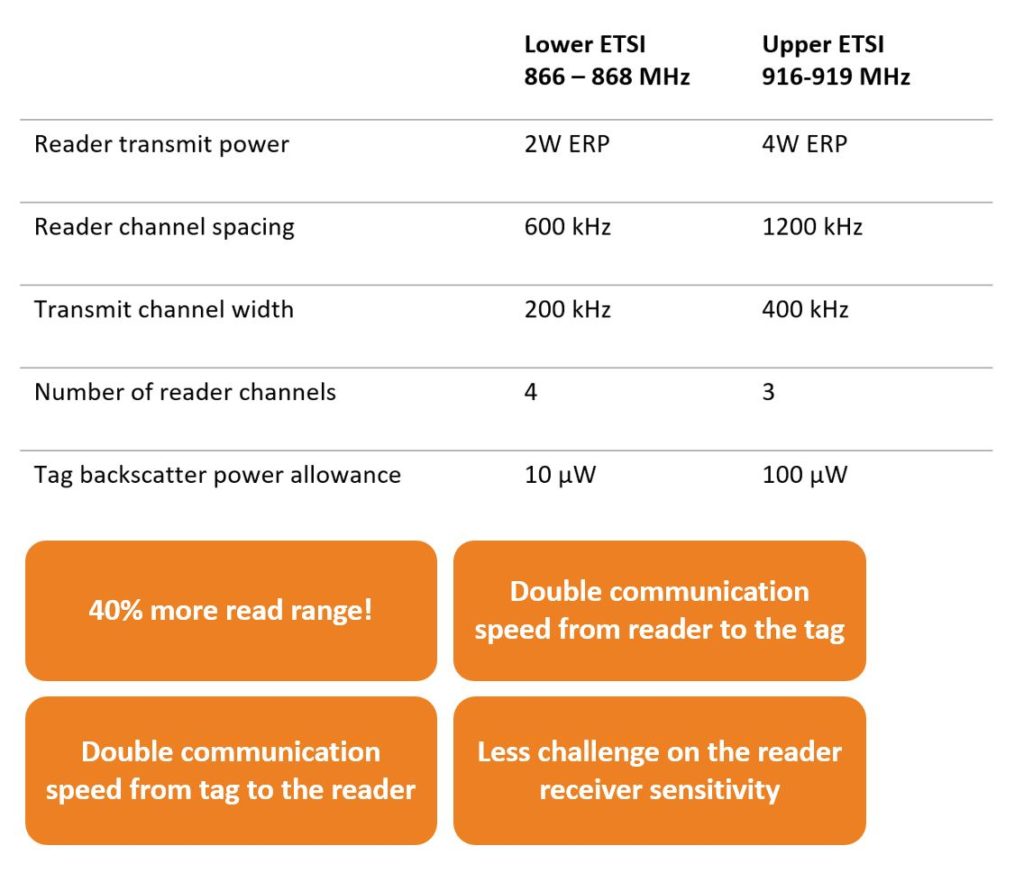
As one looks behind the numbers, you come to realize that specifically, the upper European band is wonderful news: more of everything!
Comparison of lower and upper European RAIN RFID frequency channels
“The upper European frequency band definitely offers dramatically more wiggle room for RAIN engineers to optimize system and component designs,” says Dr. Jesse Tuominen, the CTO RFID of Voyantic.
Business benefits
As most supply chains are global, it makes sense to keep the RAIN tagging specs at 860 – 930 MHz. This way tagging is responsive all around the globe, which adds simplicity to the deployments.
In certain applications, it might even make sense to narrow down the tagging specs to 902-928 MHz, as tagging and reader antennas can be further optimized for performance, footprint and, ultimately, cost. I believe this opportunity is especially interesting in applications, where there are severe space or area constraints for either the readers or the tagging.
What’s up with the slow adopters
Well, all I can say is that the RAIN RFID end users in Germany, the Netherlands, Croatia, Greece and a few other countries are in a totally unfair situation – they are outliers that remain limited to the lower European RAIN frequency bands for the time being.
For future-proofing RAIN RFID deployments also in Germany, please prepare to upgrade systems to support the Upper ETSI frequency band.
Having said that, I foresee that nuisance to eventually pass. My advice is to prepare to upgrade deployments as those reader channels become available later on. Practically that means requiring the deployments to be compatible with and upgradeable to the 915-917 MHz in the RAIN project specifications.
Bottom line: use the upper European reader channels and be appreciative of them!
The awareness around the global harmonized RAIN frequency band has been slim. However, numerous end users are embracing it. “Most of the main RAIN users in France have declared they are going to use the upper bandwidth for their deployment to get all benefits from this new frequency possibility”, says Hervé d´Halluin, Leader RFID & Traceability of Decathlon. “This represents tens of thousand of locations spread all over France.”
What about the appreciation? Regulatory advocacy is an area where industry stakeholders need to pull their ranks together. With the help of industrial associations, such as the RAIN Alliance, AIM and GS1, we’ve done just that. If you’re in the RAIN RFID business for the long run, make sure your company supports these associations by becoming their member, because regulatory work never ends.
I work as a Marketing Manager at Voyantic. I have been working in B2B marketing for over a decade, first in the Wi-Fi industry and now with RFID. My job is to make sure our target audience knows how Voyantic can help them to excel in RFID.
Content
A couple of months ago, we held a webinar that addressed different environmental standards and durability requirements for RAIN RFID and NFC tags used in challenging conditions. The webinar also covered how tags typically get damaged, how damages in the inlay affect the performance of the tag, and how the durability of the tags can be tested. Our guest expert for this webinar was Richard Aufreiter from HID Global.
In case you missed the webinar and would just like to hear the main points, read on for a short recap and links to more information.
What Breaks an RFID Tag?
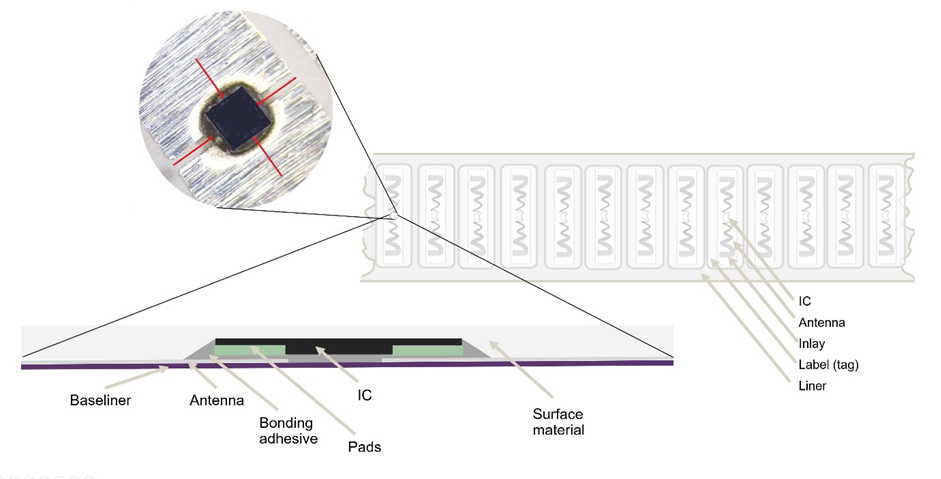
As a starting point for diving into the durability of RFID tags, knowing the RFID tag structure helps understand where the breaking points are and how a typical label tag can get damaged without a protective hard shell.
Typical retail hang tags can be easily bent and damaged.
An RFID inlay consists of an IC, an antenna, and the bonding between the IC and the antenna. This inlay structure is what creates the RF performance of the tag and in practice the read range and the reading angles. The rest of the tag components are non-RFID components, e.g., the baseliner, the label surface materials, the hard case, etc.
RFID tag structure
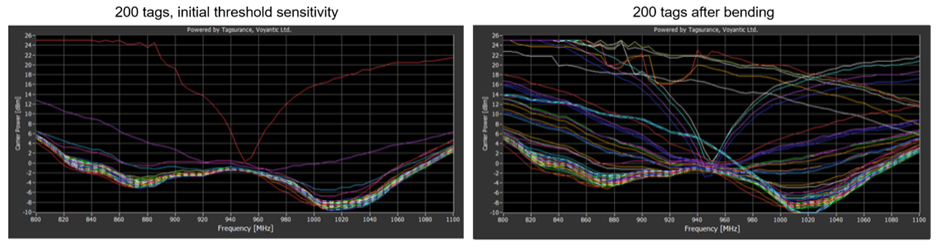
The typical part that has the most effect on the performance, and is also the most likely spot to fail, is the bonding glue between the IC and the antenna. When the tag is bent, it creates stress in the bonding glue and as a result, possible microfractures that can advance gradually in continuous use and deteriorate the tag’s performance also gradually. A damaged tag needs more power to work affecting the read range and causing tags to fail.
Bending and stressing the tags affect the read range of the tags
Tag inlay models have differences in durability and testing is a good way to find the most suitable design for different use cases.
Another reason for a tag to fail is a cracked IC. And when the IC crack, the tag typically stops working completely.
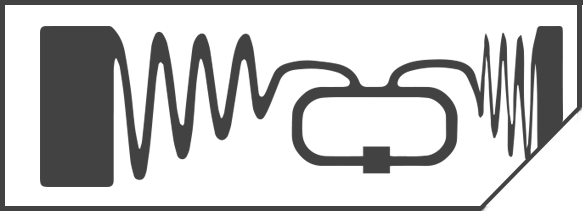
The third component of the RFID inlay, the antenna, can also get damaged. A damaged antenna typically does not completely stop the tag from working, but it affects the tuning and the sensitivity of the tag when the geometry of the antenna changes.
A disfigured antenna
The non-RF components of the tags can also get damaged, but those damages do not typically affect the RF performance if the inlay is still intact. The damages can be cosmetic, for example, damaged print on the label. The attachment of the tag to the item can also get damaged, or the hard case of the tag may break.
RFID Tag Durability Standards in Harsh Environments
Some RFID use cases require the tags to endure harsh environments and handling. Tags may need to endure extreme temperatures, high pressure, impacts, vibration, water, etc. Examples can be found in the typical use cases of logistics, life-cycle, and inventory management, and in various industries, for example, manufacturing, hospitality, healthcare, logistics, aviation, etc.
During the webinar, Richard introduced various challenging environments, applicable standards, and testing methods for those environments. There are not necessarily standards available for all the different environments and use cases, but the suitability of the tag for the specific challenging environment should be verified with testing, nevertheless.
The typical RFID use cases for harsh industrial environments include logistics, maintenance, life cycle management, and inventory, both indoor and outdoor. Things like washing, exposure to chemicals, potential impacts, and extreme temperatures make these environments challenging.
Below, I listed the environmental standards covered in the webinar. Not every use case or environment has a dedicated certification or a standard, but the unique requirements posed by the environment should always be considered.
Yard Management in Rugged Environments
Items kept in stock need to be identified to make sure you have accurate inventory and to verify you take the right items. The tags may need to endure vibration, impact, and pressure when tagged equipment is being moved and may hit other objects in the process. Tagged items may include things like drilling pipes, shipping containers, and other heavy objects.
Vibration durability can be tested with a rattling table. Testing makes sure there are no parts inside the tag that get loose or damaged the chip or the antenna or break the housing of the tag. Pressure is also tested to make sure the housing doesn’t break. Metal housing can make the tag highly impact resistant.
Impact Resistance: IK rating defined in EN62262, measured in Joule
Explosive environments
Explosive environments can be found, for example, in the oil and gas industry and the mining industry. In explosive conditions, tags need to be safe to use and should not cause an explosion due to overheating.
There are two certifications that apply to explosive environments:
ATEX (European)
IECEx (global)
ATEX defines zones based on how explosive the environment is and what the tag needs to endure. Both certifications are more relevant for devices that are powered and not so much for passive tags.
Extreme Temperature Environments
An example of an extremely cold environment can be found in healthcare, where medical sample vials may be stored in liquid nitrogen. If you want to tag the vials with RFID, the tags must withstand that same temperature and also be readable.
On the other end of the spectrum is flame resistance. One example use case Richard mentioned during the webinar was a tag designed to be used in an aircraft engine. A flame-resistant tag will not ignite when hit by a flame and will not burn by itself after the flame is removed.
Applicable Standard for Testing:
UL94 HB = IEC 60695-11-10 (former ISO 1210)
Washing Environments
Washing is a very common use case. There are different levels of washing resistance. Tags need to endure anything from a splash of water to long-term underwater submerging and high-pressure power washing. The IP rating developed by the IEC defines the level of water resistance depending on the use case need.
Relevant ratings:
IP 66, 67, 68, and IP69K for power washing
Chemical Exposure Environment
Chemical exposure resistance also starts with waterproofness, but tags need to also endure the effects of chemicals, for example, detergents in laundry applications or sterilization in the healthcare environment. The standards for laundry are not RFID specific but they ensure that tags on textiles are safe to be used and do not pose a health risk.
Relevant Standards:
Laundry Testing / Tags on Clothing
ISO 15797 for the workwear washing process
OEKO-Tex® for certifying there are no harmful substances for human health
Medical healthcare environment
MR – using a tag inside a magnetic resonance inspector with strong magnetic fields. The antenna cannot cause any sparks.
UV Resistance
Some plastic materials are sensitive to UV light. UV exposure from the sun and other light sources can lead to discoloration and hardening of the plastic. UV resistance can be tested in accelerated weathering tests where the item is put under extremely strong UV light that simulates a longer time frame in the real environment.
Relevant standard:
ISO 4892-2 (Weathering)
Learn more from the webinar
One of the key takeaways from the webinar is to understand the use case and the unique factors that determine which tag is optimal for the application – defining the tag frequency (LF, HF, UHF), IC capabilities, and the tag fixing options.
Check out the webinar recording for a handy reference on the main characteristic of different RFID technologies, and example use cases with different tag types. During the webinar, we also covered tag durability testing method examples from the Aerospace and the tire industry.
I joined Voyantic during the birth of the RAIN technology and assumed the responsibilities of the CTO in 2009. My MSc level background is in electronics after which I made my PhD in the field of photonics. Currently, I work with new measurement methods, RF design, product prototypes, standards, protocols and IPR.
Content
When our customers think of where measurement accuracy and repeatability in a tag testing setup originate from, they usually mention things like output power resolution, power setting accuracy, measurement distance measured down to a millimeter, angular alignment, and high quality matched antennas, test grade RF cables, etc… My claim is, and it’s not even a bold claim, but more like a friendly reminder, that the most significant factor in achieving result repeatability and comparability is actually the environment.
So, what is the best route to a great environment? Well, clearly, the best solution is to use a closed and controlled environment like an anechoic cabinet specifically designed for RFID measurements. At Voyantic, the most iterated and refined cabinet is the C50. It is also the smallest of the offered cabinets, supporting the TIPP/ARC compatible four antenna measurement layout.
ARC / TIPP antenna arrangement and the C50 cabinet
Test Distance
The C50 name comes from the 50cm nominal measurement distance and the circular arrangement of the antennas. The choice of the distance is a sweet spot to be as close as possible for best accuracy and dynamic range, but far enough to be in an accurate enough representation of a far-field for most average-sized tags, tagged items, and item stacks. Any further attempt to still reduce the distance rapidly ends up in the antennas not physically fitting anymore or just coupling into each other as they would sit in each other’s reactive near field.
The Cabinet Size
When you add on top the 50cm test distance the size reserved for the test object, clearance for the Fresnel zone, the volume required by the UHF range pyramid absorbers optimized for each wall, and the outer shielding, you still actually end up with a reasonably sized package. The C50 chamber totals to dimensions of 1,55m x 1,50m x 1,05m. This typically doesn’t sound important in any way, until one is planning the location for the cabinet and the transport route up to the very spot. These dimensions have not evolved by accident but rather designed from experience so that the cabinet would fit through as many door openings, narrow corridors, and elevators as possible. Also, the total weight remains in the 200kg range, making it movable by a few sturdy RFID test engineers without renting any additional equipment.
A Sturdy RFID Engineer
Low Reflections
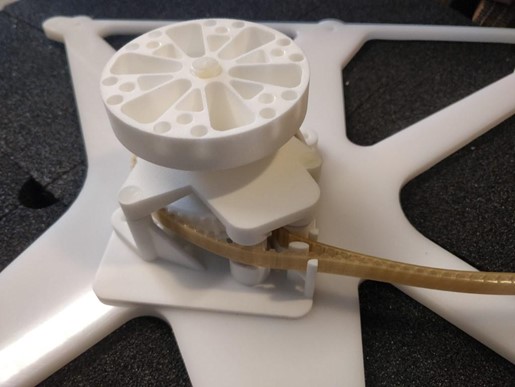
One of the hardest parameters to get right is the level of unechoicity. It wouldn’t be too hard in a totally empty space, but as the item under test requires a computer-controlled rotatable platform withstanding over 10kg of weight and still being totally stealthy, things get a lot trickier. The rotation mechanism and the support platform should not provide alternative radio paths from the antenna to the tag which could create a multipath situation and decrease the accuracy.
Turntable Design
To achieve the required stealth properties, anything bulky, parallel, and flat should be avoided. Also, electrically conductive materials must be avoided at all costs, except for the shortest of screws. This means that conventional mechanical design is thrown right out of the window and other approaches are needed. Our chambers have fully ceramic bearing structures, Kevlar belts, fiberglass axles, Nylon bolts, and numerous foam structures. Most other structural parts are carefully designed from polyamide with most of the material hollowed out and any parallel and straight lines broken to reduce the RF footprint as much as possible.
Components in the chamber are designed to minimize any RF reflections.
Is your RFID lab up-to-date?
Download R&D Solutions Catalogue
Learn more about the Voyantic Tagformance® Pro system, accessories, and test chambers!
By combining RAIN RFID and NFC testing into one compact test device, our all-new Tagformance Pro is a true all-in-one tool for anyone either developing or using RFID technology.